
1. Daugiakalbė sąsaja
2. 3D lenkimo programavimas
3. gali importuoti. setp/iges failus

Funkcija
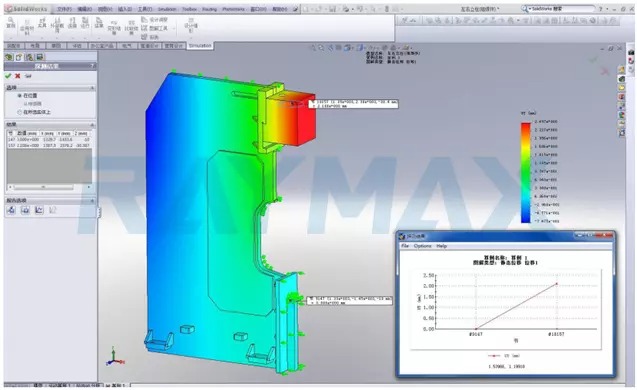
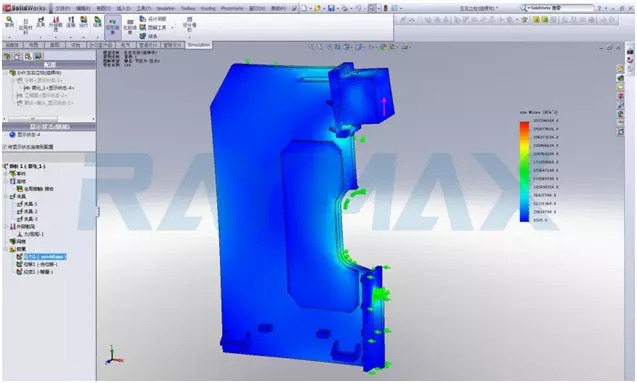
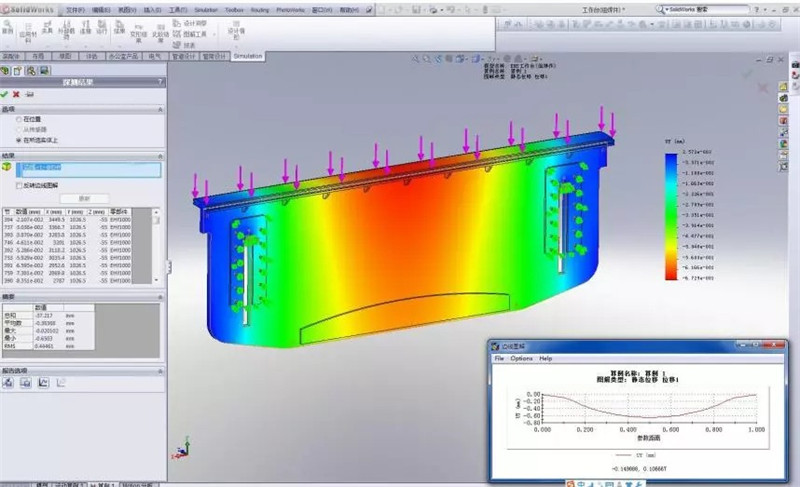
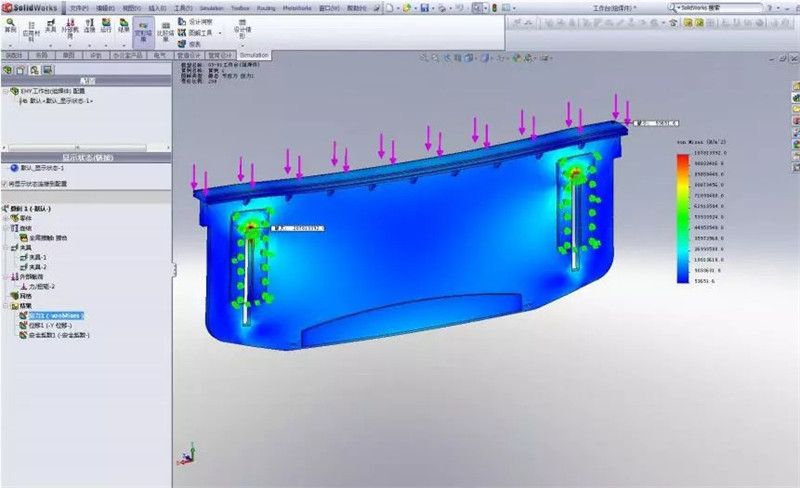
1. Pagrindinę mechaninę staklių struktūrą sudaro rėmas, kolona, slankiklis, darbastalis, pagrindinis cilindras, galinė laikiklis ir kitos dalys. Atliekant baigtinių elementų analizę ir optimizuojant trimatę programinę įrangą, galima visiškai užtikrinti kiekvieno pagrindinio komponento konstrukcijos stiprumą ir standumą.
2. Suvirintų dalių vidinį įtempimą galima pašalinti grūdinant ir senstant vibruojant
3. Savaime sutepama medžiaga naudojama ant staklių kreiptuvo, todėl nereikia dažnai tepti ir prižiūrėti
4. Staklių perdavimo konstrukcijoje taikoma viršutinė dinaminio lenkimo konstrukcija, užtikrinanti mažą triukšmą ir stabilias darbo sąlygas. Apatinis negyvas taškas gali sustabdyti ir išlaikyti slėgį, kad būtų užtikrintas ruošinių tikslumas.
5. Kairiojo ir dešiniojo cilindro judėjimas ir padėtis yra valdomi ašimis Y1 ir Y2, uždaro ciklo valdymo sistema susideda iš elektrohidraulinio servo vožtuvo, grotelių liniuotės cnc sistemos. Kiekviena ašis gali dirbti programavimo režimu, o slankiklis turi aukštą padėties nustatymo tikslumą, kai spaudžiamas prie ruošinio. Grotelių liniuotė yra sujungta su darbastaliu, kad būtų pašalintas stulpelio deformacijos poveikis slankiklio padėčiai.
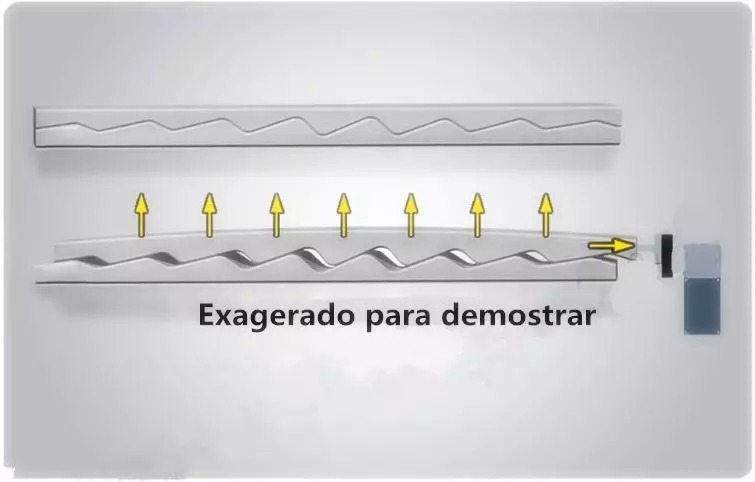
6. Darbo stalo įlinkio kompensavimas valdomas NC sistemos V ašimi. Automatinė hidraulinė deformacijos kompensavimo sistema susideda iš hidraulinių cilindrų rinkinio, kuris yra po stalu. CNC sistema gali valdyti santykinį cilindro poslinkį pagal apkrovos vertę darbe, be to, sudarydama idealios kompensacijos kreivės grupę, ant slankiklio yra pastatytas pleišto tipo kompensavimo mechanizmas, todėl ilgalaikis darbas sukelia susidėvėjimo nuostolius. viršutinės ir apatinės formos gali būti kompensuojamos
7. Galinis laikiklis valdomas NC sistemos x ašimi, varomas servovarikliu ir rutuliniu sraigtu ir perkeliamas linijiniu kreipiamu būdu.
Atgalinė sistema
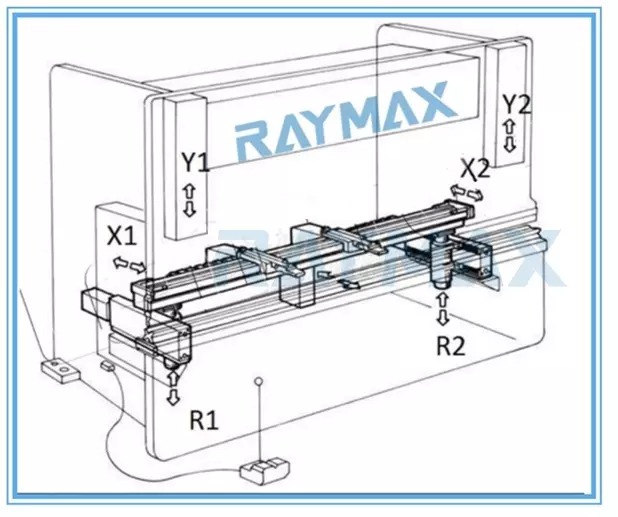
Y1 ---- Kairiojo cilindro elektrohidraulinė sinchroninė uždarojo ciklo valdymo ašis.
Y2--- Dešiniojo cilindro elektrohidraulinė sinchroninė uždarojo ciklo valdymo ašis
X1, X2 Galinio matuoklio judančioji ašis (galinė ir priekinė)
R1, R2 Galinio matuoklio judančioji ašis (aukštyn ir žemyn).
Z1,Z2 Du stabdymo pirštai juda ašimi (kairėn ir dešinėn).
V CNC karūnavimo ašis.

Galinis matuoklis pagamintas iš didelio stiprumo aliuminio lydinio medžiagos, varomas servovarikliais ir turi rutulinius strypus bei linijinius kreipiamuosius bėgius, kurių padėties nustatymo tikslumas yra geras.
Viso voko dizainas nereikalaujantis priežiūros.
DA66T
Naujos kartos DA-Touch valdikliai siūlo dar aukštesnį efektyvumo laipsnį programuojant, valdant ir valdant šiuolaikinius stabdžių presus. Naudojimo paprastumas kartu su pažangiausiomis technologijomis žengia koja kojon, todėl gerėja našumas.
Jutiklinis ekranas suteikia prieigą prie patikrintos Delem vartotojo sąsajos ir leidžia tiesiogiai naršyti tarp programavimo ir gamybos. Funkcijos yra išdėstytos ten, kur jų reikia, todėl visos programos ergonomika yra optimizuota.
DA-66T siūlo 2D programavimą, kuris apima automatinį lenkimo sekos skaičiavimą ir susidūrimo aptikimą. Pilnas 3D įrenginio sąranka su keliomis įrankių stotimis suteikia tikrą grįžtamąjį ryšį apie gaminio įgyvendinamumą ir valdymą.
Labai efektyvūs valdymo algoritmai optimizuoja mašinos ciklą ir sumažina nustatymo laiką. Dėl to stabdžių presavimas tampa lengvesnis, efektyvesnis ir universalesnis nei bet kada.
● 2D grafinio jutiklinio ekrano programavimo režimas
● 3D vizualizacija modeliuojant ir gaminant
● 17 colių didelės raiškos spalvotas TFT
● Visas Windows programų rinkinys
● Delem Modusys suderinamumas (modulio mastelio keitimas ir prisitaikymas)
● USB, periferinė sąsaja
● Konkrečios vartotojo programos palaikymas valdiklių daugiafunkcinėje aplinkoje
● Jutiklio lenkimo ir korekcijos sąsaja

Programinė įranga neprisijungus

● Viso masto neprisijungus programavimas
● 2D/3D automatinis lenkimo sekos skaičiavimas
● Grafinis gaminio programavimas ir lenkimo sekos generavimas
● Galimybių studijos ir gamyba
● Susidūrimo aptikimas
● paruošimas
● Produkto bendrinimas naudojant „Windows“ tinklą naudojant stabdžių CNC
● Įrenginio sąrankos paruošimas, įskaitant spausdinimo funkciją
CNC hidraulinio lenkimo mašinos detalė
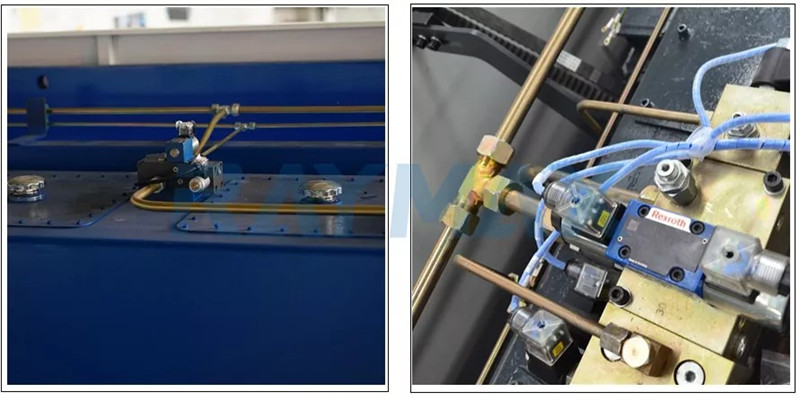
Aukšto slėgio spaustuko vamzdžių jungtis
Aukšto slėgio netepalinis, lengvai prižiūrimas
Vokiškas Rexroth vožtuvas, greitas slėgio atsakas
Mašina gali nuolat dirbti esant vardinei apkrovai
1. Linijiniai kodavimo įrenginiai
2. Matavimo žingsnis 5 um jungiamojo strypo jungtis didelės montavimo leistinos nuokrypos

Karūnavimas
● Apatinis stalas turi automatinį įlinkio kompensavimo mechanizmą, o kompensacijos dydį automatiškai nustato skaitmeninė valdymo sistema, kad būtų užtikrintas vienodas ruošinio lenkimo tikslumas.
● Darbo stalas turi unikalų dizainą, kuris efektyviai sumažina apatinio štampo deformaciją.
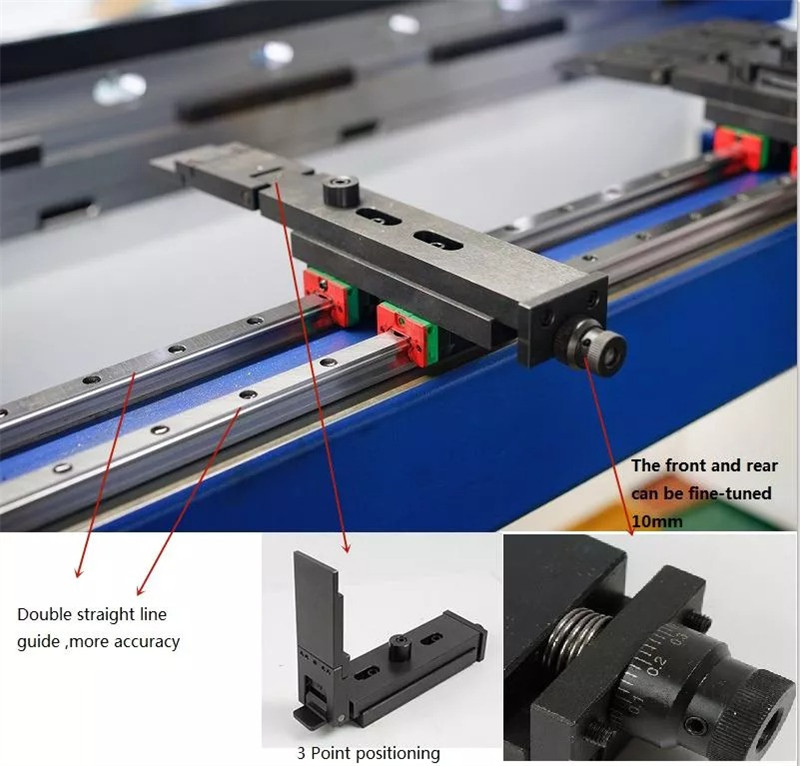
Linijiniai kodavimo įrenginiai
Matavimo žingsnis 5 um jungiamojo strypo jungtis didelės montavimo leistinos nuokrypos
Neprivaloma
1. Lankstantys pasekėjai
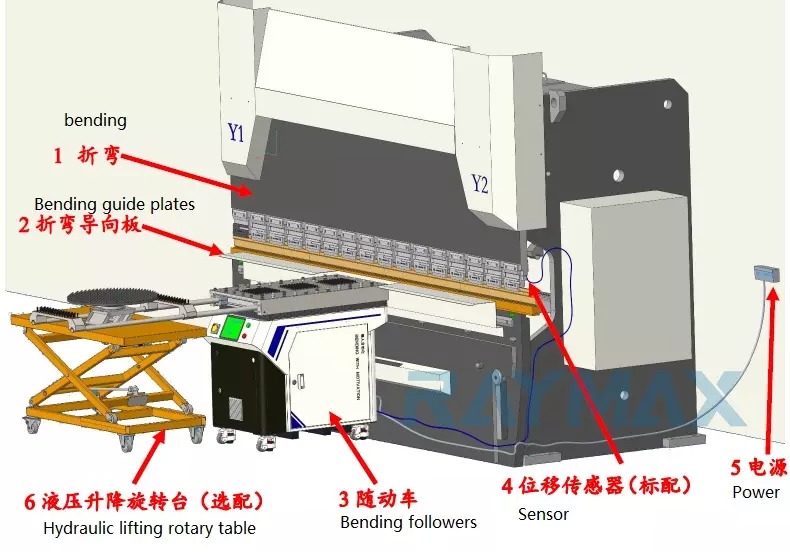
2. DSP pluošto lazerio apsauga

3. WILA ĮRANKIS

4. KYOKK greitas spaustukas

Susiję produktai
 Hidraulinė lankstymo mašina Spauskite stabdžių lenkimo mašiną
Hidraulinė lankstymo mašina Spauskite stabdžių lenkimo mašiną- mažų lakštų metalo hidraulinio preso stabdžių lenkimo mašinos kaina
- elektrohidraulinis cnc hidraulinis plieninis lenkimo kriauklės presavimo stabdžių aparatas
- DA66T CNC hidraulinis presavimo stabdžių aparatas
- Hidraulinis tandeminis stabdys
- DA66T stabdžių presas hidrauliniam presui
- DA53T CNC elektrohidraulinės plieno profilių lenkimo staklės
- Lakštinio metalo automatinė CNC hidraulinių stabdžių presavimo stabdžių mašina
- Hidraulinis nerūdijančio plieno stabdys
- Ašies metalo lakštų lenkimo staklės hidraulinis CNC presavimo stabdžių staklės









