Lakštinio metalo apdirbimo pramonėje dažnai naudojamos kirpimo mašinos. Iš pažiūros paprastas kirpimo veiksmas iš tikrųjų apima daugybę gudrybių: nuo ašmenų tarpo reguliavimo žingsnių iki skirtingų medžiagų reguliavimo technikų ir net peilių pasirinkimo. Kalbant apie pjovimo kokybę, toliau pateikiamas atitinkamas kirpimo ašmenų tarpo reguliavimo turinys daugeliu aspektų.
Ašmenų tarpo reguliavimo rankinis ratas: (hidraulinė svyruojančių sijų kirpimo mašina)

Elektrinis ašmenų kraštų tarpo reguliavimas (hidraulinė giljotininė kirpimo mašina)

Skirtingų žirklių ašmenų tarpas
Svyravimo sijos kirpimo mašinoje yra greitas ašmenų tarpo reguliavimo mechanizmas, kuris gali reguliuoti ašmenų tarpą, kuris tinka pjauti pagal skirtingą plokštės storį ir medžiagas, ir yra aprūpinta tikslia parametrų lentele nuorodų pasirinkimui ir užtikrina patenkinamą pjovimą. kokybė per protingą ašmenų tarpą. Kai įrankio stulpelis sukasi, pasikeis svyruojančių sijų žirklių kirpimo kampas ir kirpimo tarpas.
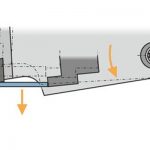
Priimkite trijų taškų ritinėlių kreiptuvą, per jėgą į priekinį volelį papilionine spyruokle, pjovimo sija glaudžiai susiliečia su dviem galiniais voleliais. Pjovimo metu sistema elektriškai sureguliuos peilio briaunos tarpą pagal skirtingų lakštų poreikius, kad būtų pasiekta geresnė pjovimo kokybė.

Ašmenų tarpo reguliavimo skirtumas
Svyruojančios sijos kirpimo mašina turi rankiniu būdu reguliuoti ašmenų tarpą, tiesiog pasukite rankeną. Giljotininės žirklės turi elektrinio ašmenų tarpo reguliavimo funkciją, kurią galima patogiau ir tiksliau reguliuoti per sistemą, o tai yra naudinga siekiant geresnės šlyties kokybės.

| Ašmenų tarpo reguliavimo žingsniai |
| 1. Nuimkite apatinį peilį ir po gabalo nuvalykite |
| 2. Ašmenys gali būti naudojami iš visų keturių pusių, o pasirinkta viena pusė yra tvirtai pritvirtinta. Ir patikrinkite ašmenų tiesumą horizontalia ir vertikalia kryptimis. |
| 3. Viršutinis peilis yra fiksuotas ir jo negalima reguliuoti. Reguliuojame kirpimo ašmenų tarpą reguliuodami apatinį peilį. |
| 4. Suraskite kairįjį ir dešinįjį apatinio ašmenų varžtus, kad padidintumėte tarpą, paprastai atokiausioje pusėje. |
| 5. Apatinio peilio kairėje ir dešinėje suraskite du reguliavimo varžtus, kurie stumia apatinį mentę, kad sumažintų tarpą. Ant jų yra užrakintos atsarginės veržlės. Apskritai, viduje. |
| 6. Atsukite kairiuosius ir dešiniuosius keturis apatinio peilių stalo varžtus |
| 7. Viršutinis peilis nuleidžiamas į tinkamą padėtį rankiniu būdu sukant, o operatorius eina į kirpimo mašinos uždarymo sritį, kad pradėtų reguliuoti. |
| 8. Jutimo matuokliu apytiksliai sureguliuokite iki 0,5 mm nuo neužimtos kairiosios rankos viršutinės ir apatinės ašmenų dalies. |
| 9. Rankinis sukimas priverčia ašmenis pajudėti iki vidurinės padėties ir apytiksliai sureguliuoti iki 0,5 mm. |
| 10. Sukant rankiniu būdu ašmenys pasislenka į reikiamą padėtį, kur viršutinis ir apatinis peiliai nėra atjungti. Vidurinė padėtis apytiksliai sureguliuota iki 0,5 mm. |
| 11. Rankiniu būdu pasukite viršutinį peilį į tinkamą padėtį ir pradėkite tiksliai reguliuoti. |
| 12. Jutimo matuokliu tiksliai sureguliuokite padėtį, kurioje kairiosios rankos viršutinė ir apatinė ašmenys nesikandžioja tol, kol trys jutimo matuoklio laidai gali patekti į penkis laidus. |
| 13. Rankiniu būdu pasukite peilį į vidurinę padėtį ir pradėkite tiksliai reguliuoti tol, kol matuoklis galės įvesti tris laidus, o penki laidai negalės patekti. |
| 14. Rankiniu būdu pasukite ašmenis iki padėties, kurioje viršutinis ir apatinis peiliai nebūtų atjungti dešinėje pusėje, ir pradėkite tiksliai reguliuoti tol, kol jutimo matuoklis galės patekti į tris laidus, o penki laidai negalės patekti. |
| 15. Kai kirpimo mašinos pjovimo briauna yra aštri, jei ant nupjauto lakšto krašto yra įbrėžimų, tarpas tarp viršutinio ir apatinio peilių gali būti atitinkamai sumažintas. |
Dažnos problemos ir peilių reguliavimo įgūdžiai
Dažniausiai sutinkamos metalinės plokštės:
1. Storos plokštės virš 13 mm.
2. 0,2–4 mm plona plokštė.
3. Gėlių lenta.
4. Aukšto įtempimo plokštė (dažniausiai naudojama automobilių lakštiniam metalui).
5. Titano plokštė
Dažniausia ašmenų problema yra įdubimas arba įlenkimas įrankyje. Reaguodami į šias problemas, pirmiausia turime nustatyti tarpą tarp viršutinių ir apatinių ašmenų.
Ašmenų reguliavimo įgūdžiai
Reguliuodami ašmenis, tarpą turėtumėte nustatyti maždaug 2–3 mm storesniu nei plokštės storis. Tai yra, kai norite nupjauti 5 mm storio plokštę, pradėti reguliuoti nuo 7 mm arba 8 mm, o iškirpus lėtai reguliuoti žemyn. Plokštės pjovimo paviršius rodo 1/3 šviesaus paviršiaus ir 2/ 3 matinis paviršius, kuriuo pasiekiamas geriausias pjovimo efektas. Išsami informacija yra tokia:


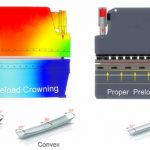
Tarpų nustatymas pjaunant rašto plokštę yra sudėtingas, jį reikia reguliuoti pagal storiausią storį, apskaičiuotą nuo labiausiai išgaubto rašto lentos taško, o ne tiesiogiai naudoti lentos storį. Be to, nupjaunant išgaubtą piešinio pusę žemyn, galima pailginti įrankio tarnavimo laiką.
Be to, reikia atsižvelgti į plokštės medžiagą, ypač pjaunant nerūdijantį plieną. Pjovimo įrankis turi būti aštrus, atsparus dilimui ir tvirtas. Todėl reikėtų aptarti hidraulinės kirpimo mašinos ašmenis. Be peilio briaunos kampo ir kito išvaizdos dizaino bei gamybos tikslumo, pasirinkta medžiaga yra pagrindinis veiksnys, turintis įtakos įrankio kokybei.
Susiję produktai
 Skirtumas tarp giljotinos kirpimo mašinos ir svyruojančių sijų kirpimo mašinos
Skirtumas tarp giljotinos kirpimo mašinos ir svyruojančių sijų kirpimo mašinos- CNC lakštinio metalo stabdžių valdymas ir priežiūra
- Kaip valdyti giljotininę kirpimo mašiną
- Kombinuotosios perforavimo ir kirpimo mašinos pristatymas
- QC12 giljotinos šlyties hidraulinė metalo lakštų pjovimo mašina
- Dažnų hidraulinės kirpimo mašinos gedimų taisymas ir alyvos grandinės sistemos priežiūra
- Dažni keturių kolonėlių hidraulinio preso gedimai ir trikčių šalinimo metodas
- Hidraulinės giljotinos metalo lakštų nerūdijančio plieno kirpimo mašina
- Kaip atlikti CNC lakštinio metalo lankstymo įlinkio kompensavimą
- QC11Y hidraulinė giljotinos kirpimo mašina