Siekiant pašalinti neigiamus padarinius, atsirandančius dėl slankiklio deformacijos, būtina kompensuoti slankiklio įlinkio deformaciją. Toliau pateikiami kompensavimo būdai:
1. Hidraulinis kompensavimas
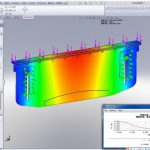
Hidraulinis automatinis darbo stalo deformacijos kompensavimo mechanizmas susideda iš alyvos cilindrų grupės, sumontuotos apatiniame darbastalyje. Kiekvieno kompensavimo cilindro padėtis ir dydis suprojektuoti pagal slankiklio deformacijos kompensavimo kreivę ir baigtinių elementų analizę darbastalyje.
Neutralios versijos hidraulinis išsipūtimo kompensavimas realizuojamas per santykinį poslinkį tarp priekinių, vidurinių ir galinių trijų vertikalių plokščių. Principas yra realizuoti išsipūtimą per pačios plieno plokštės tamprią deformaciją, todėl kompensacija gali būti realizuota darbo stalo reguliavimo elastingumo diapazone.

2. Mechaninio kompensavimo lentelės metodas
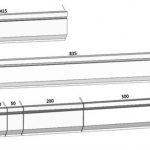
Išsikišę pleištai sudaryti iš išsikišusių įstrižų pleištų su nuožulniais paviršiais rinkinio. Kiekvienas išsikišęs pleištas suprojektuotas pagal slankiojančio bloko ir darbo stalo įlinkio kreivę baigtinių elementų analizės būdu.
Skaitmeninio valdymo sistema apskaičiuoja reikiamą kompensacijos dydį pagal apkrovos jėgą lenkiant ruošinį (ši jėga sukels slankiklio ir darbastalio vertikalios plokštės įlinkį ir deformaciją), ir automatiškai valdo santykinį išgaubto pleišto judėjimą. Tokiu būdu jis gali veiksmingai kompensuoti slankiojančio bloko ir vertikalios darbo stalo plokštės sukeltą deformacijos deformaciją ir gauti idealų lenkimo ruošinį.
Mechaninis įlinkio kompensavimas realizuojamas valdant "išankstinio išsikišimo" padėtį, o darbo stalo ilgio kryptimi suformuojamas pleištų rinkinys. Dėl kreivės, kurios faktinis įlinkis yra toks pat, tarpas tarp viršutinės ir apatinės formų lenkimo metu yra vienodas, užtikrinant tą patį lenkimo ruošinio kampą ilgio kryptimi.

Mechaninio kompensavimo privalumai
1) Mechaninis kompensavimas gali gauti tikslią deformacijos kompensaciją per visą darbo stalo ilgį. Mechaninis deformacijos kompensavimas pasižymi ilgalaikiu stabilumu, sumažina hidraulinės kompensacijos priežiūros dažnumą (pvz., alyvos nuotėkį) ir nereikalauja priežiūros per visą staklių naudojimo laiką.
2) Kadangi mechaninis įlinkio kompensavimas turi daugiau kompensavimo taškų, CNC lakštinio metalo stabdys gali pasiekti linijinę kompensaciją lenkiant ruošinį darbo metu ir pagerinti ruošinio lenkimo efektą.
3) Mechaninis kompensavimas naudoja potenciometrą grįžtamojo signalo padėčiai matuoti. Kaip skaitmeninio valdymo ašis, ji realizuoja skaitmeninį valdymą ir daro kompensacijos vertę tikslesnę.
Susiję produktai
 Kodėl verta pridėti kompensavimo sistemą prie stabdžių lenkimo mašinos
Kodėl verta pridėti kompensavimo sistemą prie stabdžių lenkimo mašinos- Hidraulinis nerūdijančio plieno stabdys
- Dažni mechaniniai gedimai ir presuojančių stabdžių lenkimo mašinų priežiūra
- Dažni 100 t keturių kolonų hidraulinio preso gedimai ir trikčių šalinimo metodai
- Hidraulinis tandeminis stabdys
- Elektrohidraulinė sinchroninė VS sukimo ašies sinchroninė CNC lenkimo mašina
- DA66T CNC hidraulinis presavimo stabdžių aparatas
- IPG uždarojo tipo plokštės 4KW pluošto lazerinis metalo pjovimo staklės
- Kinijos preso stabdžių lenkimo mašinos forma
- Kiek tipų hidraulinių stabdžių presų