Dėl didelės apkrovos, netinkamo judančių dalių tepimo ir sudėtingos presuojančių stabdžių lenkimo mašinos darbo aplinkos labai lengva susidėvėti ar įsitempti judančias dalis. Šiame straipsnyje bus analizuojami dažni mechaniniai gedimai ir hidraulinio presavimo lenkimo staklių priežiūra:
Gedimas1. Ilgas slankiklio greičio keitimo taško pauzės laikas
1-1. Viršutinė cilindro ertmė įsiurbia orą, o slėgis susidaro ilgą laiką (nesandaris vamzdynas).
1-2. Pripildymo vožtuvo arba savaiminio užsipildymo vamzdyno srautas yra mažas arba slydimo greitis yra per didelis, todėl adata įsiurbiama.
1-3. Pildymo vožtuvas nėra visiškai uždarytas, o slėgis viršutinėje ertmėje sulėtėja.
1-4. Įjungę lėtėjimo vožtuvą, uždarykite pildymo vožtuvą ir viršutinė ertmė negalės siurbti alyvos.
1-5. Neteisinga proporcinio vožtuvo padėtis lemia skirtingas angas ir nesinchronizavimą.
1-6. Sumažinkite greitį, kad pamatytumėte, ar bandymas sustoja.
1-7. Greito nuleidimo slėgio dydis turi įtakos užpildymo vožtuvo uždarymui, o greito nuleidimo slėgis pašalinamas.
1-8. Sureguliuokite slėgio parametrus uždelsimo stadijoje prieš pradedant darbą.
1-9. Pripildymo vožtuvo valdymo linijos slopinimo anga yra per maža, todėl susidaro slėgio skirtumas.
1-10. CNC sistemos parametrai (delsimas prieš sulėtėjimą).
1-11. CNC sistemos parametrai (stiprinimo parametras mažėja esant lėtesniam greičiui).
1-12. Patikrinkite, ar kuro bako alyvos lygis yra per žemas, ar neužtvindytas pildymo anga, o viršutinė cilindro ertmė neužpildyta skysčiu greito sukimosi metu, todėl neužpildoma pakankamai. Dėl minėtų priežasčių įpilkite alyvos iš bako daugiau nei 5 mm virš pildymo angos, kad užpildymo anga būtų visiškai užtvindyta.
1-13. Patikrinkite, ar užpildymo vožtuvas visiškai atidarytas. Jei taip yra dėl alyvos užteršimo, užpildymo vožtuvo vožtuvo šerdis nėra lanksti ir užstrigusi, todėl užpildymas yra nepakankamas. Reikia išvalyti užpildymo vožtuvą ir vėl jį sumontuoti, kad ritė būtų lanksti.
1-14. Patikrinkite, ar greito sukimo pirmyn greitis nėra per didelis, todėl neužtenka pripildymo. Dėl minėtų priežasčių greito judėjimo greitį galima sumažinti keičiant sistemos parametrus.

Gedimas2. Kai slankiklis veikia, kryptis žemyn nėra vertikali ir nenormalus triukšmas.
Šio tipo gedimai atsiranda dėl ilgo kreipiamojo bėgio naudojimo, nenormalaus kreipiamojo bėgio sutepimo ir padidėjusio tarpo dėl susidėvėjimo. Būtina patikrinti kreipiamojo bėgio slėgio plokštės nusidėvėjimo laipsnį ir ją iš naujo sureguliuoti, kad ji atitiktų reikiamą tarpą. Pagal nusidėvėjimo laipsnį nustatykite, ar keisti kreipiamojo bėgio presavimo plokštę. Jei įtampa yra didelė, ją reikia pakeisti.
2.1. Originali slėgio plokštė yra įklijuota plastiku. Atkreipkite dėmesį į klijuoto plastiko kietumą ir kreipiamojo bėgio klijavimo paviršių. Po grandymo įsitikinkite, kad klijavimo paviršius yra didesnis nei 85%, ir atidarykite zigzago formos tepimo alyvos baką.
2.2. Originalios presavimo plokštės viduje yra metalinis kamštis. Norint pasirinkti skardinę bronzos plokštę arba kaliojo ketaus, klijavimo paviršius apdorojamas šlifuokliu, jungiamasis varžtas yra žemiau už jungiamąjį paviršių ir atidaromas zigzago formos tepalinės alyvos griovelis.
Gedimas 3. Galinio matuoklio dydis nevienodas abiejuose galuose
Paklaida abiejuose galuose nedidelė, 2 mm. Patikrinkite, ar X1/X2 mechaninės transmisijos konstrukcijoje nėra gedimų. Klaidą galima pašalinti sureguliavus pirštą. Jei mechaninės transmisijos konstrukcijoje (pvz., guolių, rutulinių varžtų, linijinių bėgių, transmisijos ratų, transmisijos diržų ir kt.) gedimų nėra, gedimą pašalinkite. Iš naujo sureguliuokite lygiagretumo leistinumo ribose ir iš naujo įdiekite sinchroninio perdavimo įrenginį.
Gedimas 4. Nejuda galinio krumpliaračio velenas abiejuose galuose
Atgalinio veleno transmisijos gedimo priežastis gali būti tai, kad transmisijos velenas yra atskirtas nuo paskirstymo diržo rato, rakto juostos arba paskirstymo diržas nuslysta. Sugedo stabdymo veleno pavara ir servo variklis, o viršutinė kompiuterio valdymo sistema yra sugedusi. Dėl tokių gedimų reikia patikrinti ir patvirtinti gedimo priežastį, sutaisyti arba pakeisti sugedusius komponentus ir pašalinti gedimą.

Gedimas 5. Per didelis alyvos siurblio triukšmas (per greitas kaitinimas), alyvos siurblio pažeidimas
5-1. Alyvos siurblio siurbimo linija teka arba alyvos bako skysčio lygis yra per žemas, todėl alyvos siurblys ištuštėja.
5-2. Alyvos temperatūra per žema, o alyvos klampumas per didelis, todėl alyvos atsparumas absorbcijai yra didelis.
5-3. Siurbimo angos alyvos filtras užsikimšęs, o alyva nešvari.
5-4. Siurblys yra sugadintas (sužeistas, kai siurblys yra sumontuotas) nuo bet kokio smūgio.
5-5. Movos montavimo problemos, pvz., per didelis ašinis priveržimas, variklio velenas ir alyvos siurblio velenas nėra koncentriniai.
5-6. Po to, kai siurblys yra sumontuotas, jis ilgą laiką sukasi atbuline eiga arba nepildo degalų bandymo mašinos metu.
5-7. Užblokuotas aukšto slėgio alyvos filtras arba srautas neatitinka standarto.
5-8. Alyvos siurblys siurbia (alyvos yra, bet alyvos siurblio įsiurbimo angoje yra oro).
5-9. Jei tai stūmoklinis siurblys, alyvos grąžinimo angos linijos aukštis gali būti nustatytas per žemas.
5-10. Jei tai HOEBIGER alyvos siurblys, jis gali būti išleistas.
5-11. Alyvos temperatūra per aukšta, todėl klampumas sumažėja (60°C).
5-12. Hidraulinėje alyvoje yra vandens, dėl kurio gali užsikimšti ir pažeisti aukšto slėgio filtro elementą.

Gedimas 6. Nelėtinkite slankiklio judėjimo
6-1. Ar elektromagnetinis proporcingas krypties vožtuvas turi elektrinį signalą, ar ritė veikia ar užstrigo.
6-2. Sistema negali sukurti slėgio.
6-3. Užstrigo užpildymo vožtuvas arba prateka užpildymo vožtuvo sandarinimo žiedas.
6-4. Ar lėtas vožtuvas turi elektrinį signalą, ar jis užstrigo.
6-5. Atgalinis slėgis per didelis arba sulėtinantis slėgis per mažas.

Gedimas 7. Kai slankiklis juda lėtai, jis vibruoja, siūbuoja ir skleidžia triukšmą
7-1. Slėginėje alyvoje, išleidžiamoje iš cilindro, yra oro burbuliukų.
7-2. Slydimo bėgio trinties jėga yra per didelė, nesvarbu, ar yra tepalinės alyvos.
7-3. Tarpas tarp kreipiamosios plokštės tvirtinimo paviršiaus yra didelis arba viršus ir apačia yra nelygūs.
7-4. Netinkamai sureguliuotas stovo ir darbastalio lygis.
7-5. Balansinis vožtuvas užblokuotas.
7-6. Patikrinkite, ar greito atleidimo vožtuvas yra įjungtas ir atidarytas.
7-7. Skaitmeninio valdymo sistemos parametras (stiprinimas) arba darbo padavimo greičio nustatymas yra per didelis.
7-8. Priešslėgio vožtuvas yra laisvas, o pasipriešinimas abiejose pusėse skiriasi.
7-9. Ar solenoidinio proporcinio vožtuvo ritė yra pakreipta ir ar proporcinio vožtuvo neutralios padėties signalas yra teisingas.
7-10. Nesvarbu, ar sutrinka proporcinio servo vožtuvo signalas, patikrinimo metodas yra toks pat, kaip aukščiau.
7-11. Stūmoklio strypas yra sandariai užrakintas alyvos cilindro sandarinimo žiedu, o pasipriešinimas yra didelis (pakeiskite PTFE kietojo sandarinimo žiedo bandymą).
7-12. Neįmontuota sferinė poveržlė ant grotelių liniuotės, slankioji sėdynė nejuda sklandžiai, yra problema su grotelių liniuotės ryšio linija.
7-13. Slėgio kreivė neteisinga, darbo metu slėgio nepakanka.
7-14. Pripildymo vožtuvo sandarinimo žiedas sukelia nedidelį nuotėkį.

Gedimas 8. Didelis sinchronizacijos nuokrypis lėtėjant
8-1. Sinchroninio aptikimo sistemos gedimas (grotelės).
8-2. Proporcingas krypties vožtuvas.
8-3. Greito apatinio vožtuvo nutekėjimas.
8-4. Didelis priešpriešinio slėgio skirtumas iš abiejų pusių.
8-5. Alyvos temperatūra per žema.
8-6. Alyvos virvelė viršutinėje ir apatinėje cilindro kamerose.
8-7. CNC sistemos parametrai.


Gedimas 9. Lenkimo kampo klaida
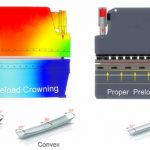
9-1. Patikrinkite, ar kompensacinio cilindro kompensavimo įlinkis yra didelis ir ar negalima visiškai atkurti nulinės padėties.
9-2. Patikrinkite, ar atsilaisvino greitasis spaustukas.
9-3. Patikrinkite, ar nepasikeitė kiekvieno lenkimo apatinis negyvasis taškas.
9-4. Patikrinkite, ar lanko formos plokštė yra tinkamai sumontuota ir ar varžto anga nėra uždaryta.
9-5. Paties lakšto pokyčiai (storis, medžiaga, įtempimas).
9-6. Ar grotelių liniuotė atsilaisvino?
9-7. Netikslus padėties nustatymo tikslumas: ar proporcinio vožtuvo nulinio poslinkio vertė yra tinkama? Padėtis negali pasiekti apatinio negyvojo taško, todėl neįmanoma grįžti.

Gedimas 10. Alyvos nuotėkis hidraulinėse linijose arba vamzdeliai sprogo
10-1. Patikrinkite, ar alyvos vamzdžio montavimas atitinka keliamus reikalavimus (pailgintas ilgis, vamzdžio skersmuo, sienelės storis, įvorė, veržlė per tvirta, per laisva, lenkimo spindulys ir kt.).
10-2. Nesvarbu, ar vamzdis turi smūgį, ar vibruoja.
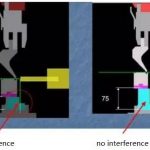
10-3. Patikrinkite, ar dujotiekis nesikiša ar nesusiduria su kitais.
10-4. Vamzdynas nėra pritvirtintas vamzdžių spaustukais.
Gedimas 11. Atsargumo priemonės montuojant ir prižiūrint hidraulinę sistemą
11-1. Vožtuvai, užsandarinti dažais, negali būti patys išmontuojami, o tuo labiau sureguliuoti.
11-2. Vožtuvas po valymo veikia normaliai, jį reikia pakeisti nauja alyva ir nedelsiant išvalyti alyvos baką.
11-3. Alyvos siurblys montuojant neturi būti veikiamas smūgių ir smūgių, o alyvos siurblys turi būti papildytas degalų prieš bandymą.
11-4. Montuojant kiekvieną vožtuvą, galima transportuoti tik jo vožtuvo korpusą ir neliesti jokio solenoidinio vožtuvo.
Susiję produktai
 Kodėl verta pridėti kompensavimo sistemą prie stabdžių lenkimo mašinos
Kodėl verta pridėti kompensavimo sistemą prie stabdžių lenkimo mašinos- Kaip valdyti giljotininę kirpimo mašiną
- 6 patarimai apie lazerinį antifrizą
- Dažni 100 t keturių kolonų hidraulinio preso gedimai ir trikčių šalinimo metodai
- Kiek tipų hidraulinių stabdžių presų
- CNC presavimo stabdžių lenkimo mašinos veikimo principas ir sudėtis
- Dažni keturių kolonėlių hidraulinio preso gedimai ir trikčių šalinimo metodas
- Hidraulinės jėgos preso mašinos saugaus naudojimo taisyklės
- Kaip atlikti CNC lakštinio metalo lankstymo įlinkio kompensavimą
- Iš ko gaminami preso stabdžių štampai? Kas yra preso stabdžių įrankis?