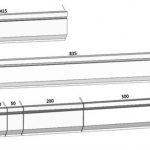
CNC lenkimo staklės yra svarbi lakštinio metalo apdirbimo įranga, o jos darbo tikslumas tiesiogiai veikia ruošinio lenkimo tikslumą. Ruošinio lenkimo procese presavimo stabdžių mašina yra veikiama didžiausia jėga abiejuose slankiklio galuose, o reakcijos jėga lenkiant plokštę sukelia įgaubtą deformaciją apatiniame slankiklio paviršiuje. Vidurinės slankiklio dalies deformacija yra didžiausia, o galutinis ruošinio lenkimo kampas Dydis kinta per visą ilgį.
Darbastalis-pilna apkrova-deformacija


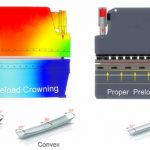
Siekiant pašalinti neigiamus padarinius, atsirandančius dėl slankiklio deformacijos, būtina kompensuoti slankiklio įlinkio deformaciją. Įprasti kompensavimo metodai apima hidraulinį kompensavimą ir mechaninį kompensavimą, dėl kurių darbo stalo vidurys sukuria aukštyn nukreiptą tamprią deformaciją, kad būtų poslinkis. Staklių slydimo deformacija užtikrina apdirbimo jungties paviršiaus tikslumą ir pagerina ruošinio tikslumą.


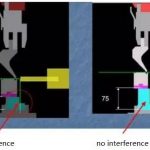
Pelėsių saugos faktorių analizės diagrama

Du kompensavimo būdai
1. Hidraulinis kompensavimas
Hidraulinis automatinis darbo stalo deformacijos kompensavimo mechanizmas susideda iš alyvos cilindrų grupės, sumontuotos apatiniame darbastalyje. Kiekvieno kompensavimo cilindro padėtis ir dydis suprojektuoti pagal slankiklio deformacijos kompensavimo kreivę ir baigtinių elementų analizę darbastalyje. Hidraulinė kompensacija yra neutralios versijos išsipūtimo kompensavimas, kuris pasiekiamas per santykinį poslinkį tarp priekinių, vidurinių ir galinių trijų vertikalių plokščių. Principas yra realizuoti išsipūtimą per pačios plieno plokštės tamprią deformaciją, todėl kompensacijos dydį galima reguliuoti darbo stalo elastingumo diapazone.

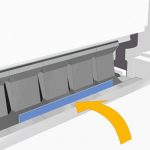
2. Mechaninis kompensavimas
Mechaninė kompensacija sudaryta iš išsikišusių įstrižų pleištų su pasvirusiais paviršiais rinkinio, o kiekvienas išsikišęs pleištas suprojektuotas pagal slankiklio ir darbo stalo kreivę, remiantis baigtinių elementų analize. Skaitmeninio valdymo sistema apskaičiuoja reikiamą kompensacijos dydį pagal apkrovos jėgą, kai ruošinys sulenkiamas (ši jėga sukels slankiklio ir darbastalio vertikalios plokštės įlinkį ir deformaciją), ir automatiškai valdo santykinį išgaubtų pleištų judėjimą. kompensuoti įlinkio deformaciją, kurią sukelia slydimo blokas, o vertikali darbo stalo plokštė gali gauti idealų lenkimo ruošinį. Mechaninis deformacijos kompensavimas realizuojamas kontroliuojant padėtį, kad būtų pasiektas „išankstinis smūgis“. Pleištų rinkinys sudaro liniją darbo stalo ilgio kryptimi. Dėl vienodo įlinkio kreivės tarpas tarp viršutinės ir apatinės formos yra vienodas lenkimo metu, užtikrinant tą patį lenkimo ruošinio kampą ilgio kryptimi.


Susiję produktai
 Dažni mechaniniai gedimai ir presuojančių stabdžių lenkimo mašinų priežiūra
Dažni mechaniniai gedimai ir presuojančių stabdžių lenkimo mašinų priežiūra- Kinijos preso stabdžių lenkimo mašinos forma
- 4 žingsniai, kad sužinotumėte E21 CNC lakštinio metalo lankstymo sistemą
- Kas yra „Press Brake“ vainikavimas
- Kaip pasirinkti hidraulinio presavimo stabdžių mašinos toną
- Iš ko gaminami preso stabdžių štampai? Kas yra preso stabdžių įrankis?
- Kaip atlikti CNC lakštinio metalo lankstymo įlinkio kompensavimą
- Naudokite CNC lenkimo staklių įgūdžius
- Kiek tipų hidraulinių stabdžių presų
- Kaip pasirinkti tinkamą CNC hidraulinio presavimo stabdžių mašiną