CNC hidraulinio presavimo stabdžių mašinos pranašumas

1. Lengvas valdymas
CNC presavimo stabdys yra labai lengvai valdomas ir yra mažiau darbo reikalaujantis įrenginys. Todėl operatorius vienu metu gali valdyti daug mašinų. Šias mašinas galima tiesiog valdyti liečiant, jaučiant ir operatoriaus garsu. Be to, jie yra labai patogūs naudoti ir turi labai galingą valdymo sistemą.
2. Lankstus programavimas
Lankstus CNC presavimo stabdžių programavimas leidžia operatoriui valdyti mašiną paprasta anglų kalba ar bet kuria kita tinkama kalba.

Įvairių tipų operacijos, kurias galima atlikti, taip pat yra meniu parinktys. Pasirinkus reikiamą operaciją, ekrane pasirodo dar vienas klausimų sąrašas apie ciklo laiką, medžiagas, slėgius ir kitus su gamybos procesu susijusius elementus. Po to, kai operatorius įveda atsakymus į aparatą, reikšmės rodomos ekrane, kad būtų patvirtinta prieš pradedant susijusią užduotį.
3. Modernus dizainas
CNC presuojamasis stabdys yra modernaus dizaino, kuris leidžia operatoriui lengvai sureguliuoti lenkimų seką. Tai taip pat padeda operatoriui greitai pagaminti reikiamą gaminį. Be to, operatoriui nebereikia įvertinti reikiamo slėgio dydžio, kad sukurtų tam tikrą lenkimo laipsnį. Net ir kitus veiksnius, tokius kaip flanšo ilgis, medžiagos rūšis, storis ir lenkimo laipsnis, galima tiesiogiai įvesti į CNC valdymo bloką. Gaminamą dalį taip pat galima peržiūrėti 2D arba 3D baigtoje versijoje. Be to, po to, kai pirmoji dalis yra užprogramuota mašinoje arba per neprisijungusį kompiuterį, mažiau kvalifikuotas operatorius taip pat gali lengvai pagaminti kitas dalis.

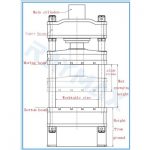
4. Ant „C“ plokščių iš abiejų pusių sumontuotos dvi linijinės svarstyklės.
Tvirtiname jį ant darbo stalo, kad pašalintume deformacijos poveikį darbo metu. Linijinė skalė patikrins abi cilindro galines padėtis (Y1, Y2) ir siųs signalą. Sustiprinus CNC stiprintuvu, signalas bus grąžintas į kompiuterį. Tada kompiuteris kontroliuos alyvos, kuri patenka į cilindrus, tūrį. Taigi cilindro ir darbastalio lygiagretumas gali būti kontroliuojamas iki ±0,01 mm.
5. Universalumas: Sulenkite bet kokio storio ir medžiagos tipą (neviršydami fizinių stabdžių ribų), įskaitant sudėtingas dalis, tokias kaip elektroninė važiuoklė / laikikliai.
6. DELEM sistema turi automatinio testavimo ir savidiagnostikos funkcijas. Be to, programavimas apima lenktinos plokštės dydžius, ruošinio matmenis ir įrankių pasirinkimą. Tada CNC sistema galėtų automatiškai apskaičiuoti galinio matuoklio ir cilindro lenkimo jėgą ir padėtį. Taip pat buvo galima apskaičiuoti cilindro įsiskverbimo ir spaudimo laiko relę. Puikios kokybės elektrohidraulinis proporcingas vožtuvas gali užtikrinti abiejų cilindrų sinchronizavimą ir gerą ekscentrinės apkrovos našumą.

7. Atgalinis matuoklis turi riedėjimo rutulinį sraigtą ir riedėjimo kreipiamąjį būdą, todėl pakartotinio X ašies padėties nustatymo tikslumas gali siekti ±0,1 mm. Pilna mašina yra su apsaugine apsauga ir blokatoriumi, kad apsaugotų operatorių nuo sužeidimų.
8. Pagrindinės slankiosios dalys, tokios kaip cilindrai, stūmoklio strypas, kreiptuvas, yra apdorotos atsparumu dilimui.
9. CNC sistema gerai tiksliai valdys CNC hidraulinio preso stabdžių aparato cilindrą ir galinį matuoklį.
CNC hidraulinio presavimo stabdžių mašinos trūkumas
1. Medžiagų tvarkymas: sunku tvarkyti medžiagas didelius lakštus
2. Įrankiai: reikalingi apatiniai ir viršutiniai įrankiai
3. Flanšo ilgis turi būti per visą lenkimo operaciją, ribojant flanšo dydį
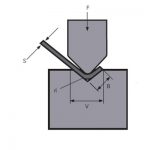
4. Spyruoklė atgal: lenkimo pabaigoje spyruoklė atsiranda dėl elastinės deformacijos atsigavimo, kaip parodyta 1 paveiksle. Atšokimo reiškinys tiesiogiai veikia ruošinio matmenų tikslumą ir turi būti kontroliuojamas. Šiuo atžvilgiu taikomos šios proceso priemonės: ① Kampo kompensavimo metodas. Jei ruošinio lenkimo kampas yra 90 °, lenkimo staklės po plyšiu (V formos) atidarymo kampą galima pasirinkti 78 °.

figūra 1
Slėgio laikas padidinamas taikant korekcijos metodą. Atlikite slėgio korekciją lenkimo pabaigoje, kad pailgintumėte viršutinio štampo, ruošinio ir lenkimo mašinos apatinio griovelio sąlyčio trukmę, kad padidėtų plastinės deformacijos laipsnis apatinio griovelio įpjovoje, kad būtų padidinta pluoštų atšokimo tendencija. įtempimo ir suspaudimo zonoje yra priešingi vienas kitam, taip sumažinant grįžtamąją bombą.
Susiję produktai
 CNC presavimo stabdžių lenkimo mašinos veikimo principas ir sudėtis
CNC presavimo stabdžių lenkimo mašinos veikimo principas ir sudėtis- WILA efektyvus vidutinių ir storų plokščių lenkimo sprendimas
- Kaip pasirinkti hidraulinio presavimo stabdžių mašinos toną
- 10 geriausių Kinijos elektros presų gamintojų
- Kaip pasirinkti tinkamą CNC hidraulinio presavimo stabdžių mašiną
- 4 žingsniai, kad sužinotumėte E21 CNC lakštinio metalo lankstymo sistemą
- Kas yra „Press Brake“ vainikavimas
- Kaip valdyti giljotininę kirpimo mašiną
- Hidraulinio presavimo mašinos priežiūra
- Hidraulinės jėgos preso mašinos saugaus naudojimo taisyklės