Vidutinės ir storos plokštės plačiai naudojamos įvairiose srityse kaip įtempimo dalys, pavyzdžiui, buldozeriai, ekskavatoriai, krautuvai, geležinkelio keleiviniai vagonai ir kita statybinė technika bei lokomotyvai. Vidutinės ir sunkios plokštės paprastai reiškia metalines plokštes, kurių storis nuo 4,5 iki 25 mm. Vidutinių ir sunkių plokščių formavimo metodai daugiausia apima: presavimo stabdžių lenkimo formavimą, valcavimo mašinų formavimą ir presavimą. Lenkimas (lankstymas) yra plačiai naudojamas ir gausus gaminių linijos formavimo būdas vidutinėms ir storoms plokštėms.
Plokščių lenkimo sunkumai yra ilgi ruošiniai, didelis slėgis, sunkus formavimas, mažas efektyvumas ir sunku kontroliuoti tikslumą. Galutinis lenkimo rezultatas yra visapusiškas medžiagos parametrų, proceso parametrų ir formos parametrų atspindys. Protingas šių parametrų dizainas yra raktas į vidutinio ir storio plokščių lenkimo charakteristikų gerinimą.

Stabdžių spaudimo tonažas (spaudos stabdžių lenkimo mašina)
Pirmoji problema, su kuria susiduriama lenkiant vidutines ir storas plokštes, yra presuojamų stabdžių lenkimo mašinos tonažo pasirinkimas ir ar armatūros bei formos laikomoji galia atitinka reikalavimus.
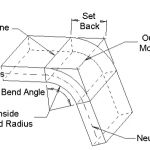
Jėgą F veikia presavimo stabdžių lenkimo mašina, kad būtų skatinamas abipusis judėjimas tarp viršutinės ir apatinės formos, taip sulenkiant plokštę. Lenkiant 90° anglinio plieno plokštes, WILA pateikia empirinę plokštės įtempių apkrovos vertę, kaip parodyta 1 lentelėje. Kai anglinio plieno storis yra 20 mm, galima pasirinkti apatinį štampą, kurio V=160 mm. Šiuo metu lenkimo mašinos jėgos apkrova yra 150 t/m.
F = jėgos vienetui ilgio (t/m);
S = medžiagos storis (mm);
ri = vidinio kampo lenkimo spindulys (mm);
V = apatinis štampo angos dydis (mm);
B= trumpiausias flanšo kraštas (mm) );
aliuminis: F×50%;
aliuminio lydinys: F×100%;
nerūdijantis plienas: F×150%;
štampavimas ir lenkimas: F×(3~5)

Sunkus hidraulinis gnybtas
WILA didelių apkrovų viršutinių hidraulinių spaustuvų apkrovos metodai apima viršutinę ir pečių apkrovą, o maksimali apkrova yra atitinkamai 250 t/m ir 800 t/m. Jėgas laikančiam armatūros paviršiui pritaikyta CNC giluminio grūdinimo technologija. Rockwell kietumas yra 56–60 HRC, o grūdinimo gylis yra iki 4 mm, o tai turi didelį kietumą ir atsparumą dilimui. Hidraulinis gnybtas naudoja hidraulinį greitą suspaudimą, o hidraulinės žarnos išsiplėtimas skatina suspaudimo kaiščio judėjimą taip, kad forma būtų automatiškai pritvirtinta, o lenkimo linija automatiškai centruojama. Lenkimo formos, kurios bendras ilgis yra 6 metrai, užtrunka tik apie 5 sekundes, kol hidraulinis suspaudimas bus visiškai prispaustas, o visapusiškas naudojimo efektyvumas yra 3–6 kartus didesnis nei įprastos rankinio suspaudimo sistemos.

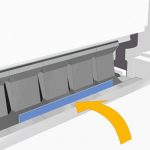
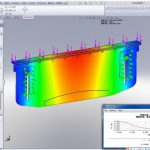
Sunkiosios technikos kompensavimo darbastalis
Vidutinio ir storio plokščių lankstymui WILA naujo lygio didelio našumo mechaninio kompensavimo stalo versija gali ne tik lengvai atitikti apkrovos reikalavimus, bet ir kompensuoti lenkimo staklių deformaciją ir deformaciją. Mechaninis kompensacinis darbastalis naudoja hidraulinį suspaudimą, paviršiaus tikslumas gali siekti ± 0,01 mm, uolienų kietumas yra 56–60 HRC, o grūdinimo gylis yra iki 4 mm. Mechaninio kompensavimo darbastalis naudoja universalią WILA UPB diegimo sąsają, kurią lengva montuoti ir kurios tikslumas yra didesnis. Jis taip pat turi savo Tx ir Ty krypties reguliavimus, kurie gali užtikrinti, kad darbastalis ir galinis matuoklis išliktų lygiagrečiai priekyje ir gale, ir gali atlikti vietinę kampinio nuokrypio korekciją.

Stipriai lenkiamas štampas/įrankis
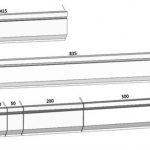
Dėl plokštės storio vidutinių ir storų plokščių lenkimui dažniausiai pasirenkama apatinė forma su didesniu angos dydžiu (V24 ~ V300) ir didesnės laikomosios galios forma. Bendri formos matmenys paprastai yra dideli, o formos svoris viršijo įprastą operatoriaus valdymo pajėgumą. Ritininių guolių pagalba WILA patentuota technologija E2M (Easy to Move) leidžia operatoriams patogiai, saugiai ir greitai perkelti sunkias lenkimo formas, labai sutaupant pelėsių keitimo ir mašinos reguliavimo laiką.
Gali būti tiekiamos lenkimo formos su įvairių formų peiliu ir apatinėmis formų angomis, atitinkančiomis klientų poreikius, pavyzdžiui, tiesūs peiliai, žąsinio kakliuko formos, filė formos, kelių V formos. Tiksliai šlifuojant pagrindines dalis, formos matmenų tikslumas siekia ± 0,01 mm. Apdorojant CNC giluminio grūdinimo ir grūdinimo technologiją, formos kietumas gali siekti 56–60 HRC, o sukietėjusio sluoksnio gylis gali siekti 4 mm.

Vidutinio ir storio skirtingo storio plokščių lenkimui WILA taip pat siūlo Multi-V formas, kurios yra dviejų formų: automatiškai reguliuojamas V prievadas ir rankiniu būdu reguliuojamas V prievadas, kaip parodyta 6 paveiksle. Per skaitmeninio valdymo variklį arba reguliavimo blokas, apatinės formos V angos dydis gali būti savavališkai sureguliuotas pagal plokštės charakteristikas, o tai ypač tinka lenkti vidutines ir storas plokštes su dideliu atšokimu ir dideliu stiprumu. Tuo pačiu metu „Multi-V“ formoje yra grūdinti ritinėliai su mažu trinties koeficientu, o tai gali labai sumažinti išorines lenkimo dalių raukšles ir tuo pačiu metu sumažinti lenkimą 10% ~ 30%, palyginti su tradicinė apatinė forma.

Susiję produktai
 Kaip pasirinkti hidraulinio presavimo stabdžių mašinos toną
Kaip pasirinkti hidraulinio presavimo stabdžių mašinos toną- Naudokite CNC lenkimo staklių įgūdžius
- CNC presavimo stabdžių lenkimo mašinos veikimo principas ir sudėtis
- Kaip pasirinkti tinkamą preso stabdžių lenkimo mašinos štampą
- Įprasta lenkimo seka ir lenkimo staklių formos kasdienio naudojimo specifikacijos
- Kodėl verta pridėti kompensavimo sistemą prie stabdžių lenkimo mašinos
- Kaip apskaičiuoti stabdžių spaudimo lenkimą
- Kinijos preso stabdžių lenkimo mašinos forma
- Iš ko gaminami preso stabdžių štampai? Kas yra preso stabdžių įrankis?
- Stabdžių preso mašinos privalumai ir trūkumai