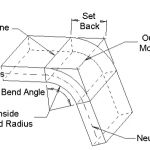
Turite „Press Brake“, sukonfigūruotą taip, kad medžiaga būtų sulenkta tiksliai ten, kur norite, tokiu kampu, kokio reikia darbui. Jūsų formavimas vyksta pagal formą, jūsų skaičiai buvo sutraiškyti, o jūsų patikimas „Press Brake“ tik laukia, kol padarys savo darbą.

Tačiau yra vienas svarbus dalykas, kuris yra lengvai nepastebimas ir labai svarbu suprasti, kaip jis veikia ir, dar svarbiau, kaip jį nustatyti. Žinoma, mes kalbame apie karūnavimo procesą.
Karūnavimas atsiranda, kai sulenkamos ilgos arba didelės dalys. Tai taip pat gali būti naudinga naudojant ilgesnius, sunkesnius stabdžių presus ir tuos, kurie yra viršutinėje galios skalės dalyje. Kai apkrova veikiama siekiant suformuoti posūkį, atsiranda tam tikro laipsnio deformacija. Tai sukelia deformaciją, o tai reiškia, kad jei jūsų lenkimas yra tikslus galuose dėl servohidraulinės sistemos ir stūmoklių sijos galuose, tai ne visada gali būti arčiau ruošinio centro.
Tai nėra operatoriaus klaidos ar jūsų „Press Brake“ problemos atvejis; tai daugiau paprastas medžiagų mokslo ir fizikos faktas. Trumpai tariant, šio reiškinio kompensavimo procesas yra vainikuotas.
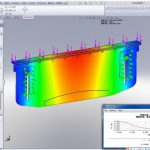
Norint užtikrinti nuoseklų lenkimą per visą ruošinio ilgį, labai svarbi vainikavimo sistema, kuri gali būti „Press Brake“ sijoje, pačioje lentelėje arba net abiejose. Tai užtikrina, kad kampai jūsų spindulio centre sutaptų su galuose esančiais kampais, kompensuodama tą įlinkį būtent ten, kur reikia kompensuoti. Hidraulinis karūnavimas paprastai yra integruotas į šiandienos Press Brakes; Taip pat yra CNC pleišto stiliaus sistemų, kurias kaip priedą gali pasiūlyti įrankių tiekėjas arba „Press Brake“ gamintojas.
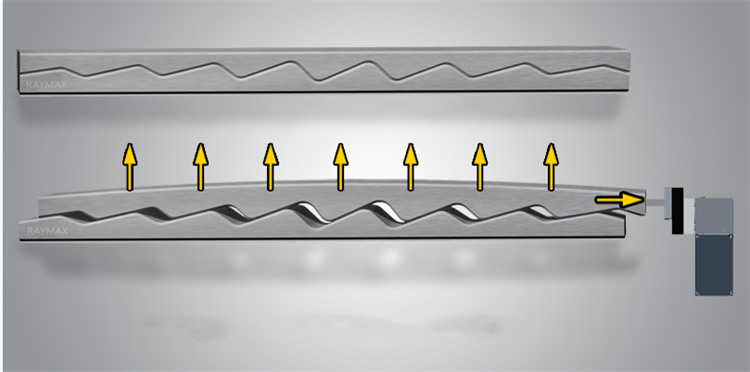
1. Hidraulinis karpymas
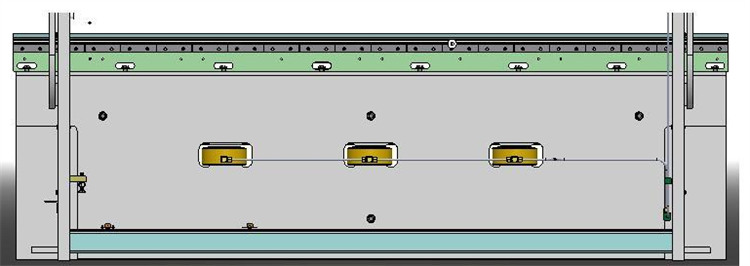
Be to, ant preso stabdžių rėmo, norėdami sumontuoti du hidraulinius cilindrus iš dviejų pusių, mašinos viduryje sumontuokite kitą du pagalbinį hidraulinį cilindrą. Kai smūgis žemyn, pagalbinis cilindras užpildomas skysta alyva ir leidžiasi žemyn. Lenkimo proceso metu hidraulinės alyvos įleidimo anga į pagalbinį cilindrą, kad slankiklis sukurtų nukreipimą žemyn ir kompensuoti.
Pagalbinį hidraulinį cilindrą sumontuokite apatinėje darbo stalo dalyje. Lenkimo proceso metu jis sukuria darbo stalą į viršų nukreiptą jėgą, kuri sudaro automatinę karūnavimo sistemą.
Slėgio kompensavimo įtaisas sudarytas iš kelių mažų alyvos cilindrų. susidedantis iš alyvos baliono, pagrindinės plokštės, pagalbinės plokštės ir kaiščio veleno bei kompensacinio cilindro dedamas ant darbo stalo, suformuojama slėgio kompensavimo sistema su proporcingu apsauginiu vožtuvu.
Kai dirbama. pagalbinė plokštė laiko alyvos cilindrą, alyvos cilindras laiko pagrindinę plokštę. tiesiog įveikia slankiklio ir darbo stalo deformaciją. Išgaubtas įtaisas yra valdomas skaitmenine valdymo sistema, kad būtų galima nustatyti išankstinę apkrovą pagal plokštės storį, štampavimo angą ir medžiagos atsparumą tempimui lenkiant skirtingas lakštines medžiagas.
Hidraulinio vainikavimo pranašumas yra tas, kad jis gali realizuoti nuolatinės kintamos deformacijos įlinkio kompensavimą su dideliu kompensavimo lankstumu, tačiau yra keletas sudėtingos struktūros ir santykinai didelių sąnaudų trūkumų.

2. Mechaninis karūnavimas
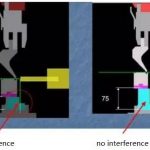
Mechaninis karūnavimas yra savotiškas naujas deformacijos kompensavimo metodas, kuriam dažniausiai naudojama trikampė įstriža pleišto konstrukcija.
Principas toks, kad dviejų trikampių pleišto blokas su kampais, viršutinis pleištas juda i fiksuotas x kryptimi.gali judėti tik y kryptimi. Kai pleištas perkelia atstumą x kryptimi, viršutinis pleištas juda aukštyn atstumu h, veikiant apatinei pleišto jėgai. kuris yra mechaninio vainikavimo principas.
Dėl esamos mechaninės kompensavimo struktūros. dvi atramos plokštės visu ilgiu dedamos ant darbo stalo, viršutinė ir apatinė plokštės sujungiamos per diskinę spyruoklę ir spyruokles. Viršutinė ir apatinė plokštės sudarytos iš daugybės įstrižų pleištų su skirtingais nuolydžiais per variklio pavarą, kad jos būtų santykinai judančios, formuojančios ir idealiai išlenktos išgaubtai padėčiai.

Susiję produktai
 Kaip pasirinkti hidraulinio presavimo stabdžių mašinos toną
Kaip pasirinkti hidraulinio presavimo stabdžių mašinos toną- Kaip apskaičiuoti stabdžių spaudimo lenkimą
- Kodėl verta pridėti kompensavimo sistemą prie stabdžių lenkimo mašinos
- Kantono mugė
- Kinija 40 tonų stabdžių presas
- Hidraulinės jėgos preso mašinos saugaus naudojimo taisyklės
- 10 geriausių Kinijos elektros presų gamintojų
- Iš ko gaminami preso stabdžių štampai? Kas yra preso stabdžių įrankis?
- Kaip pasirinkti tinkamą preso stabdžių lenkimo mašinos štampą
- Įprasta lenkimo seka ir lenkimo staklių formos kasdienio naudojimo specifikacijos