1. Skirtingi struktūriniai principai
Dviejų modelių projektavimo principai yra skirtingi, todėl skirtingos struktūros užtikrina sinchronizavimą abiejose lenkimo slankiklio pusėse. Sukimo ašies lenkimo mašina naudoja sukimo ašį, kad sujungtų kairįjį ir dešinįjį posūkio strypus, kad būtų sudaryta sukimo ašis, verčianti sinchronizacijos mechanizmą judėti aukštyn ir žemyn cilindrais iš abiejų pusių, todėl sukimo ašies sinchronizavimo lenkimo mašina yra mechaninis priverstinio sinchronizavimo metodas. , o slankiklio lygiagretumas negali būti automatiškai patikrintas automatinis tarpininkavimas.
Elektrohidraulinė sinchroninio lenkimo mašina turi sumontuoti magnetinę (optinę) skalę ant slankiklio ir sieninės plokštės. Skaitmeninio valdymo sistema bet kuriuo metu gali analizuoti abiejų slankiklio pusių sinchronizavimą per magnetinės (optinės) skalės grįžtamojo ryšio informaciją. Jei įvyksta klaida, skaitmeninio valdymo sistema sureguliuos per proporcingą elektrohidraulinį servo vožtuvą, kad sinchronizuotų eigą abiejose slankiklio pusėse. Skaitmeninė valdymo sistema, hidraulinio valdymo vožtuvų grupė ir magnetinė skalė sudaro elektrohidraulinio sinchroninio lenkimo mašinos grįžtamojo ryšio uždarojo ciklo valdymą.

2. Tikslumas
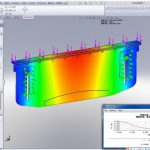
Slankiklio lygiagretumas lemia ruošinio kampą. Sukimo ašies sinchroninio lenkimo staklės mechaniškai palaiko slankiklio sinchronizavimą, be realaus laiko klaidų grįžtamojo ryšio, o pati mašina negali atlikti automatinio reguliavimo. Be to, jo dalinė apkrova yra prasta (sukimo ašies sinchroninio lenkimo staklės naudoja sukimo ašį, kad priverstų sinchronizacijos mechanizmą judinti cilindrus iš abiejų pusių aukštyn ir žemyn. Jei dėl ilgalaikės dalinės apkrovos sukimo ašis deformuosis .), elektrohidraulinė sinchroninio lenkimo staklės yra proporcingos elektrinės sistema. Skysčio vožtuvų grupė valdo slankiklio sinchronizavimą, o magnetinė (optinė) skalė pateikia realaus laiko klaidų grįžtamąjį ryšį. Jei įvyksta klaida, sistema sureguliuos per proporcinį vožtuvą, kad išlaikytų slankiklio sinchronizavimą.
3. Greitis
Mašinos darbe yra du taškai, lemiantys jos važiavimo greitį: (1) slankiklio greitis, (2) atgalinis greitis, (3) lenkimo žingsnis.
Sukimo ašies sinchroninio lenkimo staklės naudoja 6:1 arba 8:1 cilindrą, kuris yra lėtas, o elektrohidraulinėje sinchroninio lenkimo staklėje naudojamas 13:1 arba 15:1 cilindras, kuris yra greitas. Todėl elektrohidraulinio sinchroninio lenkimo staklių greitis žemyn ir grįžimo greitis yra daug didesni nei sukimo sinchroninio lenkimo staklių.
Kai sukimo ašies sinchroninio lenkimo staklių slankiklis juda žemyn, nors greitis turi greitėjimo ir sulėtinimo funkcijas, greitas žemyn ir grįžimas yra tik 80 mm/s, o greitas ir lėtas perjungimas nėra sklandus. Bagažinės važiavimo greitis yra tik 100 mm/s.
Jei ruošinį reikia lenkti keliais etapais, kiekvienas sukimo ašies sinchroninio lenkimo mašinos procesas turi būti nustatytas atskirai, o apdorojimo procesas yra labai sudėtingas. Tačiau elektrohidraulinė sinchroninė mašina gali nustatyti ir išsaugoti kiekvieno žingsnio procesą per kompiuterį ir gali būti valdoma nuolat, o tai labai pagerina lenkimo žingsnio greitį ir pagerina darbo efektyvumą.
Kai elektrohidraulinio sinchroninio lenkimo staklių slankiklis nusileidžia, greitis turi greitėjimo ir sulėtinimo funkcijas. Greitas nusileidimo ir grąžinimo greitis gali siekti 200 mm / s, o greitas ir lėtas konvertavimas yra sklandus, o tai gali labai pagerinti gamybos efektyvumą. Tuo pačiu metu bagažinės važiavimo greitis siekia 300 mm/s.
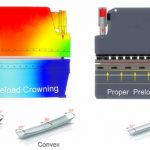
4. Jėga
Dėl savo konstrukcijos sukimo sinchroninio lenkimo staklės negali susilenkti veikiant ekscentrinei apkrovai. Jei jis ilgą laiką bus sulenktas veikiant ekscentrinei apkrovai, sukimo velenas deformuosis. Elektrohidraulinė sinchroninė CNC lenkimo mašina tokios problemos neturi. Y1 ir Y2 ašys kairėje ir dešinėje veikia nepriklausomai, todėl ją galima sulenkti esant dalinei apkrovai. Elektrohidraulinio sinchroninio lenkimo staklių darbo efektyvumas gali prilygti dviejų ar trijų sukimo ašių sinchroninio lenkimo staklėms.
Susiję produktai
 CNC presavimo stabdžių lenkimo mašinos veikimo principas ir sudėtis
CNC presavimo stabdžių lenkimo mašinos veikimo principas ir sudėtis- Kodėl verta pridėti kompensavimo sistemą prie stabdžių lenkimo mašinos
- Spaudinių stabdžių CNC sistemų palyginimas ir pasirinkimas
- 4 žingsniai, kad sužinotumėte E21 CNC lakštinio metalo lankstymo sistemą
- Kaip atlikti CNC lakštinio metalo lankstymo įlinkio kompensavimą
- Geriausiai parduodamas hidraulinis slėgis hidraulinis dirbtuvių presas hidraulinis presas tonų hidraulinis
- Kinija 40 tonų stabdžių presas
- Hidraulinės jėgos preso mašinos saugaus naudojimo taisyklės
- WILA efektyvus vidutinių ir storų plokščių lenkimo sprendimas
- Dažni mechaniniai gedimai ir presuojančių stabdžių lenkimo mašinų priežiūra