Trumpai pristatykite nerūdijančio plieno kriauklės gamybos procesą. Nerūdijančio plieno kriauklių gamyba paprastai apima žaliavų parinkimą, gamybos procesus, paviršiaus apdorojimą ir kt. Paprastai reikalingi šie trys etapai, iš kurių svarbiausi yra žaliavų parinkimas ir gamybos bei apdorojimo procesai.
Žaliavų parinkimas
Šiuo metu nerūdijančio plieno medžiagos, kurias dažniausiai naudoja vietiniai nerūdijančio plieno kriauklių gamintojai, yra 0,8–1,0 mm storio nerūdijančio plieno plokštės, kurios labiausiai tinka kriauklių gamybai. Jei plokštė yra per plona, tai turės įtakos kriauklės tarnavimo laikui ir stiprumui. Jei lėkštė per stora, nesunku sugadinti išplautus indus.

Gamybos procesas
Yra du pagrindiniai nerūdijančio plieno kriauklių apdorojimo procesai: suvirinimas ir vienkartinis formavimas.
1. Suvirinimo būdas
Suvirinimo būdas yra atskirai perforuoti griovelio paviršių ir griovelio korpusą, tada sujungti juos suvirinant ir užpildyti bei poliruoti suvirinimo siūlės paviršių. Paprastai priekinėje išvaizdoje nėra suvirinimo pėdsakų. Šis gamybos ir perdirbimo metodas yra paprastas ir gali būti pasiektas naudojant mažą perforavimo preso įrangą ir paprastas formas. Paprastai naudojamos 0,5–0,7 mm nerūdijančio plieno plokštės. Šis apdorojimo būdas turi mažiau nuostolių gamybos proceso metu, o kaina yra palyginti maža. Todėl šiuo metodu pagamintos nerūdijančio plieno kriauklės kaina yra palyginti maža. Dabar, kol tai yra įprasto gamintojo gaminys, suvirinimo procesas suvirinamas skaitmeniniu valdymo bangos pasipriešinimo suvirinimu, o kokybė yra išlaikyta. Yra du būdai:
1) Pirmasis yra baseino ir skydo suvirinimas, dar vadinamas siūlių suvirinimu (apačios suvirinimas).
Jo pranašumas yra graži išvaizda. Po kruopštaus apdorojimo nėra lengva rasti suvirinimo siūlių, o kriauklės paviršius yra lygus ir lygus. Trūkumas yra tas, kad kai kurie vartotojai abejoja jo tvirtumu. Tiesą sakant, dabartinė suvirinimo technologija daugiausia apima lankinį suvirinimą ir pažangiausią skaitmeninio valdymo pasipriešinimo suvirinimą, o kokybė praėjo. Šio suvirinimo būdo trūkumas yra tas, kad sunaudojama per daug medžiagos ir tenka perforuoti dvi plienines plokštes.
2) Kitas yra dviejų atskirų baseinų suvirinimas į vieną, dar vadinamas sandūriniu suvirinimu.
Privalumas yra tas, kad baseinas ir plokštė yra vientisai ištempti ir suformuoti, o tai yra tvirti ir patvarūs. Trūkumas yra tas, kad suvirinimo pėdsakai yra lengvai matomi, o lygumas yra šiek tiek blogesnis. Tiesą sakant, kai kurios vadinamosios vienos pakopos dvigubo bako kriauklės nėra štampuojamos iš vienos medžiagos gabalo, o pagal užsakymą suvirinamos dviem atskirais baseinais. Pirkdami galite atkreipti dėmesį į tai, kad litavimo jungtis yra dviejų kriauklių viduryje, kuri matoma iš kitos pusės. Viena lėkštė perforuota į dvi kriaukles. Pasaulyje tokios technologijos nėra. Sunkiausia užpakaliniu būdu suvirintam puodui užtikrinti lygų puodo paviršių. Jei tai gali būti garantuota, tai tikrai geriausias būdas. Kadangi naudojama ta pati medžiaga kaip ir bendram tempimui, ji taip pat gali išspręsti jungtinio tempimo tempimo problemą.
Kriauklės suvirinimo kokybė yra svarbiausias veiksnys, turintis įtakos kriauklės tarnavimo laikui. Geras suvirinimas gali apsaugoti nuo rūdžių ir išlitavimo. Suvirinimas turi būti lygus, lygus, sandarus, be klaidingo suvirinimo, rūdžių dėmių ir įbrėžimų. Visi dvigubi baseinai, kurių gylis viršija 18 cm, yra suvirinti. Kadangi dvigubo baseino bakas tuo pačiu metu yra ištemptas daugiau nei 18 cm (bako gylis, o ne bendras bako aukštis ir bako šonas)), tai yra ribinis apdorojimo technologijos gylis.
2. Vienkartinio formavimo vientiso tempimo metodas (daugiausia naudojamas vienam grioveliui)
Šis nerūdijančio plieno kriauklių apdirbimo būdas gaminamas iš viso medžiagos lakšto, o tam reikia palyginti didelės apdirbimo įrangos ir formų. Kadangi vienkartiniam formavimui reikalinga aukšta lakšto kokybė ir lankstumas, jis paprastai perforuojamas 0,8–1 mm storio nerūdijančio plieno lakštu. Naudokite integruotas formas ir importuotą perforavimo preso įrangą. Dėl didelių lapo krašto pjovimo nuostolių gaminant vienkartinio formavimo metodą ir didelių investicijų į formas bei įrangą kaina yra didelė. Todėl šiuo metodu pagaminta nerūdijančio plieno kriauklė yra brangesnė.
Vienkartinis liejimo gamybos procesas yra labai populiarus, o jo gamybos procesas yra sudėtingas. Tokia gamybos technologija yra labai reikli, o vientiso formavimo procesas yra ypač svarbus procesas, kuriam reikia aukštos plieno lakštų medžiagos. Jis išsprendė nuotėkio problemą, atsiradusią dėl baseino korpuso suvirinimo, kad suvirinimo siūlė neatlaiko įvairių cheminių skysčių (pvz., ploviklio, nerūdijančio plieno valiklio ir kt.) korozijos. Tačiau plaunant lėkštę į kriauklę yra daug trūkumų, pavyzdžiui:
1) Bendras suformuotos kriauklės storis yra netolygus, palyginti plonas, dažniausiai apie 0,7 mm. Ši technologija šiuo metu neįveikta, kriauklės dugnas per plonas, o geresnis baseino storis turėtų būti 0,8-1,0 mm.
2) Kriauklė negali būti per gili. Kadangi jis yra per gilus, kriauklės sienelė bus per plona ir sulūžusi, o per seklus vanduo lengvai išsitaškys, o tai vargins naudoti.
3) Tempimo vandens rezervuarai paprastai reikalauja atkaitinimo aukštoje temperatūroje, paprastai esant aukštesnei nei 1200 laipsnių temperatūrai. Po tokio apdorojimo vandens rezervuaro standumas natūraliai susilpnėja, o vandens rezervuaro kietumas tikrai pablogėja.
4) Kalbant apie kraštų apdorojimą, bendras ištemptas baseinas paprastai yra vieno sluoksnio flanšas. Viena vertus, montuotojui labai įmanoma nusipjauti rankas. Svarbiausia, kad nėra „sustiprinančio šonkaulio“ ir svoris nėra pakankamai geras. Tuo pačiu metu sunku pasiekti vandens sandarinimo efektą.
5) Sunku būti plokščią bendrą ištemptą plokštę.
6) Kaina per didelė. Dėl itin aukštų reikalavimų medžiagoms ir procesams, vieno baseino kaina iš esmės padidėja.
Vienkartinio formavimo kriauklės privalumas yra tas, kad medžiaga yra geresnė nei suvirinto baseino, procesas sudėtingas, o apdorojimas sudėtingas. Kriauklės suvirinimo procesas yra paprastas, o plokštelė vienu metu nėra gerai suformuota, tačiau santykinė kaina yra šiek tiek pigesnė, o dugno plokštės storis taip pat yra storesnis nei vienkartinio formavimo. Paprasčiau tariant, suvirintos kriauklės ir vientisos kriauklės naudojimas nesiskiria. Tačiau dėl proceso priežasčių integruota nerūdijančio plieno kriauklė negali būti per gili ir kyla vandens purslų problema. Ryškiausias integruotos kriauklės privalumas yra tai, kad joje nekils nuotėkio problemų dėl baseino suvirinimo tarpo, nėra korozijos įvairių cheminių skysčių (pvz., ploviklių, nerūdijančio plieno valiklių ir kt.). Tačiau šis pranašumas nebeturi jokių pranašumų dėl ilgo garantinio laikotarpio.
Paviršiaus apdorojimas
Šiuo metu nerūdijančio plieno kriauklėms taikomi keturi paviršiaus apdorojimo procesų tipai: vienas yra matinis (šlifuotas), kitas – smėliasrove (matinis perlamutrinio sidabro paviršius), trečias – poliravimas (veidrodinis), ketvirtas – įspaudimas.
1. Glaistymas (vielos traukimas)
Šiuo metu plačiausiai naudojamas paviršiaus apdorojimo procesas nerūdijančio plieno kriauklių apdirbimo pramonėje yra matinis (vielos tempimas). Kai kurie gamintojai glaistymo procesą atlieka gana paprastai, o kaina taip pat nedidelė. Tiesiog poliravimui naudokite šlifavimo diską. Tokie užsakovai nekelia labai aukštų reikalavimų medžiagos paviršiui. Nedidelis paviršiaus defektas pašalinamas po kelių kartų poliravimo.
Šiuo metu kai kurie nerūdijančio plieno paskirstymo padaliniai Usi ir Džedziange pristatė viso ritininio aliejaus šlifavimo įrangą, kuri padidina nerūdijančio plieno kriauklių perdirbimo įmonių slenkstį. Reikia daugiau dėmesio skirti gaminio paviršiaus kokybei. Žinoma, viso ritinio alyvos frezavimas yra ir medžiagos paviršiaus kokybės patikrinimas, įskaitant kliento reikalaujamą paviršiaus apdirbimo stilių, tekstūros kryptį ir tt Defektai, kurie lengvai atsiranda atliekant šį apdirbimą Procesas yra spalvų skirtumo juosta, vibracijos raštas ir modelio įdubimas bei gylis, atsiradęs dėl išjungimo arba juostos pasikeitimo apdorojimo metu.
2. Smėliavimas (matinio perlamutrinio sidabro paviršius)
Nerūdijančio plieno kriauklės poveikis po smėliavimo yra perlamutrinis matinis. Jo privalumas yra tai, kad jis neprilimpa prie aliejaus ir yra labai gražus. Šis paviršiaus apdorojimo procesas yra labai populiarus ir madingas Europoje. Apdorojant kai kurių buitinių prietaisų paviršių, beveik visi eksportuojami gamintojai taiko šį apdorojimo stilių. Smėliavimo srove dažniausiai naudojami stiklo rutuliukai, o vėliau – cheminis paviršiaus apdorojimas.
3. Poliravimas (veidrodinis)
Poliravimas (veidrodis) yra plačiai naudojamas paviršiaus apdorojimo būdas ankstyvomis dienomis. Tačiau nesvarbu, ar pradžioje buvo naudojamas rankinis poliravimas, ar vėliau mechaninis poliravimas, tai buvo lygaus ir atspindinčio paviršiaus siekis. Kuo plokštesnis paviršius, tuo didesnis atspindžio laipsnis. Poliravimas kelia aukštus reikalavimus pačiai medžiagai, o paviršiaus kokybę apdirbant sunku kontroliuoti, be to, ją lengviausia subraižyti. Ir po ilgo laiko veidrodžio efekto nebėra.
4. Reljefinis
Reljefinis stilius pagamintas iš reljefinės medžiagos. Šios medžiagos atsargų vidaus plieno gamyklose nėra, o šios medžiagos gamybos technologija nėra prieinama vien plieno gamykloms, todėl jos kaina yra gana didelė. Reljefinė medžiaga yra labai atspari dilimui. Aš asmeniškai manau, kad jei šios medžiagos populiarumas gali būti toks pat populiarus, kaip ir kitų paviršiumi apdorotų medžiagų, ji bus pripažinta ir rinkoje.

Specifinis nerūdijančio plieno kriauklės formavimo procesas
1. Tempimo formavimas
1) Mašina: paprastai plokštei ištempti naudokite didesnio tonažo hidraulinį presą (200T) ar daugiau.
2) Forma: kampas neturi būti per tiesus, paprastai tiesiai virš φ10, konstrukcija turi būti pagrįsta.
3) Medžiaga: Paprastai plokštės storis turi būti 0,8–1,0 mm. Jei jis viršys šį diapazoną, net 500T hidraulinis presas bus silpnas.
4) Terminis apdorojimas: bendram ištempto vandens bakui paprastai reikia atkaitinimo aukštoje temperatūroje, paprastai esant aukštesnei nei 1200 laipsnių temperatūrai, kad būtų pašalintas vidinis įtempis po tempimo.
5) Paviršiaus apdorojimas: vielos tempimas, poliravimas, poliravimas (paprastai lygus).
6) Procesas: Į štampą įpylus piešimo alyvos, plokštę galima sklandžiai ištempti, po formavimo atkaitinti ir apdoroti paviršių.
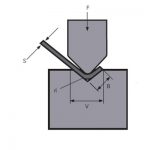
2. Rankinis lipdymas
1) Mašina: paprastai naudokite presavimo stabdžių lenkimo mašiną, hidraulinį presą formavimui ir argono lankinio suvirinimo aparatą suvirinimui.
2) Armatūra: lenkimo armatūra, hidraulinės preso formos.
3) Medžiaga: Kadangi procesas yra lenkiamas, plokštės storis neribojamas, o pagrįstas storis paprastai pasirenkamas atsižvelgiant į ekonomiką.
4) Suvirinimas: pagal medžiagos storį galima pasirinkti skirtingas suvirinimo sroves, pavyzdžiui, 1,2 mm naudojama mažesnė nei 220A suvirinimo srovė.
5) Paviršiaus apdorojimas: vielos tempimas, poliravimas, poliravimas (paprastai lygus).
6) Procesas: paprastai pirmiausia lakštas sulenkiamas ir formuojamas, o tada šoninės siūlės suvirinamos kaip origami dėžutė, o galiausiai atliekamas paviršiaus apdorojimas.
Susiję produktai
 Prisijunkite prie mūsų, kad užsiimtumėte DIDELIS VERSLAS!
Prisijunkite prie mūsų, kad užsiimtumėte DIDELIS VERSLAS!- Kaip valdyti giljotininę kirpimo mašiną
- WILA efektyvus vidutinių ir storų plokščių lenkimo sprendimas
- Kaip pasirinkti tinkamą preso stabdžių lenkimo mašinos štampą
- Iš ko gaminami preso stabdžių štampai? Kas yra preso stabdžių įrankis?
- Įprasta lenkimo seka ir lenkimo staklių formos kasdienio naudojimo specifikacijos
- Kantono mugė
- QC11Y 12x6000mm hidraulinis giljotininis kirpimas buvo pristatytas į Argentiną
- 10 geriausių giljotininių kirpimo mašinų gamintojų
- 1000 W 1500 W 2000 W rankinis nešiojamas lazerinis suvirinimo aparatas nerūdijančio plieno metalo lakštams