Įprasta lenkimo seka
1. Pirmiausia trumpoji pusė, o pirmiausia ilgoji: paprastai, kai visos keturios pusės yra sulenktos, pirmiausia sulenkus trumpąją, o paskui ilgąją pusę, naudinga apdirbant ruošinį ir surenkant lenkimo formą.
2. Pirmiausia periferinis, o paskui vidurys: įprastomis aplinkybėmis jis paprastai prasideda nuo ruošinio pakraščio ir susilanksto ruošinio centro link.
3. Pirmiausia dalinė, tada visa: jei ruošinio viduje arba išorėje yra tam tikrų konstrukcijų, kurios skiriasi nuo kitų lenkimo konstrukcijų, paprastai pirmiausia išlenkiamos šios konstrukcijos, o paskui kitos dalys.
4. Atsižvelkite į trikdžių situaciją ir protingai išdėstykite lenkimo seką: lenkimo seka nėra statinė, o apdorojimo seka turi būti atitinkamai sureguliuota pagal lenkimo formą arba ruošinio kliūtis.

Lankstymo staklių formos kasdienio naudojimo specifikacijos
1. Įjunkite stabdžių lenkimo mašinos maitinimą, pasukite raktinį jungiklį, paspauskite alyvos siurblį, kad paleistumėte, lenkimo mašinos alyvos siurblys pradeda suktis, o mašina dar nepradėjo veikti.
2. Norint reguliuoti eigą, reikia atlikti bandomąjį paleidimą, kai oficialiai paleidžiama lenkimo staklės forma. Kai viršutinis lenkimo staklės štampas nusileidžia į apačią, turi likti plokštės storio tarpas. Priešingu atveju sugadinsite formą ir mašiną. Eigos reguliavimas taip pat turi elektrinį greitą reguliavimą ir rankinį tikslų reguliavimą.
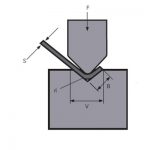
3. Renkantis lenkimo staklių formos įpjovą paprastai pasirenkamas 8 kartus didesnis už plokštės storio plotį. Jei lenksite 4 mm lakštą, turite pasirinkti maždaug 32 plyšį.

4. Patikrinkite lenkimo staklių viršutinės ir apatinės formų persidengimą ir tvirtumą; patikrinkite, ar padėties nustatymo įrenginiai atitinka apdorojamus reikalavimus. Dažnai tikrinkite viršutinės ir apatinės formų persidengimą; ar manometro nurodymai atitinka taisykles.
5. Kai lakštas sulenktas, jis turi būti sutankintas, kad lenkimo metu jis nepakiltų ir nesužalotų operatoriaus.
6. Reguliuojant lakštinio metalo štampą turi būti nutrauktas maitinimas, o operacija turi būti sustabdyta.
7. Keičiant kintamo lenkimo staklių apatinio štampo angą, jokia medžiaga negali liestis su apatiniu štampu.
8. Draudžiama naudoti lankstymo stakles lankstyti per storas geležies plokštes arba grūdinto plieno plokštes, aukštos kokybės legiruotą plieną, kvadratinį plieną ir lakštus, kurie viršija lakštinio metalo lenkimo staklių našumą, kad būtų išvengta staklių pažeidimų. .
9. Išjunkite lenkimo mašiną ir padėkite medinius blokus ant apatinių formų po cilindrais iš abiejų pusių, kad nuleistumėte viršutinę slydimo plokštę ant medinių blokų. Pirmiausia išeikite iš valdymo sistemos programos, tada atjunkite maitinimą.

Susiję produktai
 Hidraulinės jėgos preso mašinos saugaus naudojimo taisyklės
Hidraulinės jėgos preso mašinos saugaus naudojimo taisyklės- Kaip pasirinkti tinkamą preso stabdžių lenkimo mašinos štampą
- Naudokite CNC lenkimo staklių įgūdžius
- WILA efektyvus vidutinių ir storų plokščių lenkimo sprendimas
- Kaip pasirinkti hidraulinio presavimo stabdžių mašinos toną
- Dažni keturių kolonėlių hidraulinio preso gedimai ir trikčių šalinimo metodas
- Dažnų hidraulinės kirpimo mašinos gedimų taisymas ir alyvos grandinės sistemos priežiūra
- Kodėl verta pridėti kompensavimo sistemą prie stabdžių lenkimo mašinos
- Kas yra „Press Brake“ vainikavimas
- Kaip apskaičiuoti stabdžių spaudimo lenkimą