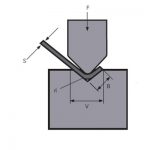
Presavimo stabdžių perforatorius/štampas yra padalintas į viršutinę ir apatinę formas, kurios naudojamos lakštinio metalo štampavimo formavimui ir formų atskyrimui. Forma formavimui turi ertmę, o atskyrimo forma turi pjovimo briauną. Stabdžių presavimo mašinos perforatorius/štampa turi didelę įtaką ruošinio tikslumui. Lenkimo procese pelėsiai yra viskas, kas liečiasi su ruošiniu.
Lenkimo staklių / presavimo stabdžių štampai yra L formos, R formos, U formos, Z formos ir tt Viršutinė štampa daugiausia yra 90 laipsnių, 88 laipsnių, 45 laipsnių, 30 laipsnių, 20 laipsnių, 15 laipsnių ir tt kampas. Apatinėje formoje yra 4–18 V dvigubas griovelis ir vienas griovelis su skirtingu griovelio pločiu, taip pat R apatinė forma, ūmaus kampo apatinė forma, išlyginamoji forma ir kt.

Itin didelis tikslumas
Labai svarbu, kad formos tikslumas labai paveiktų ruošinio tikslumą lenkimo proceso metu. Prieš naudojimą būtina patikrinti formos susidėvėjimą. Patikrinimo metodas yra išmatuoti ilgį nuo viršutinės formos priekinio galo iki peties ir ilgį tarp apatinės formos peties. Įprastų formų nuokrypis vienam metrui turi būti apie ±0,0083 mm, o bendras ilgio nuokrypis neturi būti didesnis nei ±0,127 mm. Kalbant apie tikslaus šlifavimo formą, tikslumas vienam metrui turi būti ± 0,0033 mm, o bendras tikslumas neturi būti didesnis nei ± 0,0508 mm. Paprastai rekomenduojama naudoti smulkias šlifavimo formas, skirtas elektrohidraulinėms lenkimo staklėms arba sukimo veleno lenkimo staklėms, ir įprastas formas rankinėms lenkimo staklėms.
CNC presavimo stabdžių mašinos įrankių dalis, kaip nurodyta toliau:

Automatinis fiksuotas montavimas
Viršutinis štampas montuojamas, kai slankiklis pakyla į viršutinį negyvąjį tašką, o formos suspaudimo sistema gali išlaikyti kelias formas, kol bus taikomas suspaudimo slėgis.
Hidraulinė suspaudimo sistema
Hidraulinė suspaudimo sistema yra efektyviausias suspaudimo būdas. Šią prispaudimo sistemą galima naudoti tiek naujose, tiek senose mašinose, taupydamos laiką ir išlaidas. Pažeidus senos lenkimo staklės laikantįjį paviršių, hidraulinė suspaudimo sistema bus geriausias pasirinkimas norint ištaisyti žalą, taip pat pagerinti suspaudimo ir montavimo efektyvumą.

Automatiškai suspausti į vietą
Kai taikomas suspaudimo slėgis, viršutinis štampas patraukiamas aukštyn ir automatiškai suspaudžiamas į vietą. Tai pašalina poreikį lenkimo proceso metu viršutinę formą spausti į formos apačią.
Smūgio/štampavimo pasirinkimas
Pirmiausia nustatykite lenktino lakšto storį. Pavyzdžiui, norite sulenkti 0,75–6,30 mm storio plokštes. Tada padauginkite ploniausio lakšto storį iš 8, kad įvertintumėte mažiausią reikalingą V formos dydį. Šiame pavyzdyje 0,75 mm plokštė yra minimali reikalinga forma, taigi 0,75 × 8 = 6. Trečia, storiausio lakšto storį padauginkite iš 8, kad įvertintumėte reikiamą didžiausią V formos štampo dydį.
8 kartų principas
Tai reiškia, kad V formos formos anga turi būti 8 kartus didesnė už lakšto storį. Padauginkite lakšto storį iš 8, kad pasirinktumėte artimiausią formą. Pavyzdžiui, 1,5 mm storio plokštei reikia 12 mm formos (1,5 × 8 = 12 mm). Jei tai 3,0 mm plokštė, reikalinga 24,0 mm forma. (3,0×8=24,0). Šis santykis gali būti geriausias kampo pasirinkimas, todėl daugelis žmonių jį vadina „geriausiu pasirinkimu“. Dauguma paskelbtų lenkimo diagramų taip pat yra orientuotos į šią formulę.
Modelių pasirinkimo taisyklės
L formos ruošinių lenkimo pasirinkimo taisyklė yra ta, kad nėra taisyklių, galima naudoti beveik bet kokį viršutinį štampą. Taigi, renkantis viršutines formas ruošinių grupei, L formos ruošinius galima laikyti paskutiniais, nes beveik bet kuri viršutinė forma gali juos sulenkti. Lenkiant šiuos L formos ruošinius, rekomenduojama naudoti viršutines formas, kurios gali sulenkti ir kitus ruošinius. Perkant formas, kuo mažiau, tuo geriau. Taip siekiama ne tik sumažinti formavimo išlaidas, bet ir sumažinti reikalingų formų skaičių bei sutrumpinti montavimo laiką.


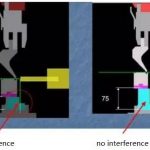
Kai viršutinė ruošinio dalis yra ilgesnė už apatinę, reikalingas štampai ant kaklo. Kai viršutinė ruošinio dalis yra trumpesnė už apatinę, tinka bet koks viršutinis štampas. Kai ruošinio viršutinė ir apatinė dalis yra vienodo ilgio, reikalingas smailaus kampo viršutinis štampas. Apibendrinant galima pasakyti, kad viršutinio štampo pasirinkimo taisyklė daugiausia priklauso nuo ruošinio trukdžių, kur lenkimo modeliavimo programinė įranga gali atlikti svarbų vaidmenį. Jei naudojama sistema negali imituoti lenkimo situacijos, galite naudoti brėžinį su tinklelio fonu, kad rankiniu būdu patikrintumėte viršutinės formos ruošinio trukdžius, kaip parodyta paveikslėlyje žemiau.


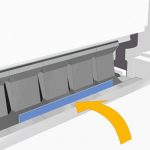
Nėra įdubimo formos
Beveik visos tipinės V formos lenkimo staklių formos ant ruošinio paliks tam tikras žymes, nes lenkimo metu metalas įspaudžiamas į formą. Daugeliu atvejų ženklai yra maži arba priimtini. Padidinus spindulį, žymės gali sumažėti. Tačiau kartais net ir mažiausios žymės yra nepriimtinos, pavyzdžiui, prieš lenkimą dažytos ar poliruotos plokštės. Įdubimams pašalinti galima naudoti nailoninius įdėklus, kaip parodyta paveikslėlyje žemiau. Lenkimas be įdubimų ypač svarbus gaminamoms orlaivių ar kosmoso dalims, nes inspektoriams sunku apžiūrėti detalę plika akimi ir atskirti įbrėžimus bei įtrūkimus.

Susiję produktai
 Kaip pasirinkti hidraulinio presavimo stabdžių mašinos toną
Kaip pasirinkti hidraulinio presavimo stabdžių mašinos toną- WILA efektyvus vidutinių ir storų plokščių lenkimo sprendimas
- Naudokite CNC lenkimo staklių įgūdžius
- Įprasta lenkimo seka ir lenkimo staklių formos kasdienio naudojimo specifikacijos
- Lenkimo jėgos apskaičiavimas laisvai lenkiant lakštinio metalo lenkimo stakles
- Iš ko gaminami preso stabdžių štampai? Kas yra preso stabdžių įrankis?
- Kiek tipų hidraulinių stabdžių presų
- Kodėl verta pridėti kompensavimo sistemą prie stabdžių lenkimo mašinos
- Kas yra „Press Brake“ vainikavimas
- Kaip apskaičiuoti stabdžių spaudimo lenkimą