Suspaudimo stabdžių lenkimo mašina daugiausia atlieka plokštės lenkimą tiesia linija. Naudojant paprastas formas ir gamybos įrangą, metalo lakštą galima presuoti į tam tikrą geometrinę formą, taip pat jį galima apdoroti tempiant, perforuojant, štampuojant, presuojant gofruotę. Faktinėje gamyboje CNC presavimo stabdžių mašina daugiausia naudojama įvairių geometrinių formų metalinių dėžių, dėžių korpusų, U formos sijų ir stačiakampių lenkimui. Jo apdirbimas turi aukšto lenkimo tiesumo, dantų žymių, lupimo, raukšlių ir kt.
Nuolat tobulinant CNC lenkimo staklių gamybos technologiją, dauguma lakštinio metalo gamybos įmonių vis labiau vertina jos pranašumus, tokius kaip didelis padėties nustatymo tikslumas, patogumas, nulinio aktyvumo trikdžių kompensavimas ir geras perdirbtų gaminių konsistencija. Tačiau turint ribotus norus, kaip geriau išnaudoti lenkimo stakles ir suteikti visapusišką jos funkcijoms bei pranašumams, tapo problema, į kurią CNC presuojamųjų stabdžių lenkimo stakles naudojantys gamintojai atkreipia dėmesį ir kurią skubiai reikia išspręsti. Ilgalaikio gamybos ir naudojimo procese Zhongrui efektyviai išplėtė lenkimo staklių funkcijas ir sukaupė patirtį, pridėdama pagalbinius įrankius, transformuodama esamas formas ir lanksčiai naudodama vietą. Šiame straipsnyje kaip pavyzdys pateikiama Zhongrui CNC presavimo stabdžių mašina DA66T ir išsamiai pristatomi naudojimo įgūdžiai.
Pridėkite pagalbinius įrankius
Jei norite, kad presavimo stabdžių staklės būtų lanksčios ir lengvai naudojamos, būtina pridėti pagalbinius įrankius. Pagalbinių įrankių padidėjimas gali ne tik išplėsti CNC lenkimo staklių apdorojimo diapazoną, bet ir pagerinti apdorojimo efektyvumą.
1) Pereinamoji plokštė (pagalbinė vidurinė plokštė greitam formavimui)
Lenkimo mašinos atidarymo aukštis nurodo atstumą tarp viršutinio ir apatinio stalų. Kadangi CNC lenkimo staklės DA66T turi didesnį atidarymo aukštį, apsvarstykite galimybę naudoti didelę angą, kad padidintumėte apdorojimo diapazoną. Kaip parodyta 1 paveiksle, prie originalios pereinamosios plokštės pridėjus kitą pereinamąją plokštę galima padidinti detalės šoninio lenkimo aukštį (iki 85 mm), kad būtų galima atlikti gilų apdorojimą su aukštesniais šoniniais lenkimo kraštais. Savarankiškai pagaminta perėjimo plokštė gali pritaikyti perėjimo plokštės plotį pagal jūsų įprastas dalis ir ji labiausiai tinka mažo pločio detalėms, kurių abiejose pusėse yra didesnis lenkimas.

2) Priekinio skydelio kampas
Kaip parodyta 2 paveiksle, mašinos priekyje yra kampas, kuriame galima sudėti mažas dalis ir sutrumpinti dalių paėmimo laiką. Tuo pačiu metu sumontuotas nedidelis darbastalis, palengvinantis smulkių ruošinių apdorojimą ir surinkimą.

Išnaudokite visas formas
CNC preso stabdžių lenkimo mašinos naudojimas daugiausia priklauso nuo viršutinės ir apatinės formos. Jei formų skaičius yra mažas, o pritaikymas nėra lankstus, staklių apdorojimo diapazonas bus labai apribotas. Todėl fiksuotomis sąlygomis, kaip maksimaliai padidinti esamos formos funkciją optimizuojant derinį ir dalinį transformavimą, yra problema, apie kurią turi pagalvoti kiekvienas staklių naudotojas. Toliau pateikiama išplėtimo funkcija, kurią naudojame keisdami CNC lenkimo staklės formą. Įvadas.
1) Viršutinis šlifavimo antgalis R
Kai viršutinis štampas naudojamas ilgą laiką, jo galiukų susidėvėjimas pasikeis netaisyklingai. Keičiasi formos aukštis ir negalima garantuoti lenkimo tikslumo. Šlifuojant, koreguojant antgalį R ir priderinant prie didesnio V formos griovelio, galima sulankstyti storas plokštes. Tai prailgina formos tarnavimo laiką.
2) Pakeiskite laužo formas, kad išlygintumėte
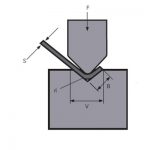
Jei nėra kompozitinio lenkimo štampo, pavyzdys yra formavimo problemos, kaip presuoti negyvą kraštą, sprendimas. Negyvas kraštas yra sulenkta forma, kurioje du sluoksniai persidengia vienas su kitu, ir dažniausiai naudojama sutvirtinimui. Paprastai didesnės nei 2 mm plokštės beveik neturi presuotų kraštų. Presavimo negyvoji briauna turi būti suformuota sudėtiniu lenkimo štampu ir turi būti padalinta į daugiau nei du procesus.
Dažniausiai naudojamas metodas yra naudoti sudėtinį lenkimo štampą, kaip parodyta 3 paveiksle. Pirmajame etape medžiaga sulankstoma iki 30°, o antrajame etape 30° lenkimo kampas nustatomas priekiniame lenkimo gale. sudėtinė forma, o medžiaga sulankstoma į negyvą kraštą. Bet mes neturime kompozitinio lenkimo štampo, tik 30° smailaus kampo lenkimo štampą. Pirmąjį kompozitinio lenkimo štampavimo veiksmą užbaikite esama forma, o antrajame žingsnyje galite rasti kitą metodą. Antrame etape viršutinė ir apatinė formos yra plokščios. Atlikus analizę, esamos dvigubos V formos griovelio apatinės formos vidurinė dalis gali būti naudojama kaip plokštuma, o viršutinė forma ieško plokštumos. Išimkite esamą nuimtą viršutinę formą ir sumalkite peilio kraštą į plokščią formą, taip išspręsdami preso negyvojo krašto formavimo problemą.

Naudojant šį modifikuotų formų rinkinį taip pat galima išlyginti. Realiai apdirbdami staklių operatoriai kartais daro klaidas, įskaitant sulenkiamus kraštus arba lenkimo matmenis, kurie nėra vienodi. Tuo atveju, kai detalės paviršiaus reikalavimai nėra dideli, gaila detalę išmesti į metalo laužą, tik lenkimo briauną išmušti lygiai. Išmušimas yra labai sunkus, tačiau jį galima lengvai išlyginti naudojant aukščiau pateiktą formų derinį. Dalys gali būti lengvai prispaudžiamos rankomis prie viršutinės ir apatinės formų, o tada dalys išlyginamos CNC lenkimo staklėmis.
Įgūdžiai eksploatacijos metu
1) Lenkimo štampų ir apdirbimo medžiagų išdėstymas
Sudarant planą reikia atsižvelgti į šiuos veiksnius:
a. Išdėlioti vienodo storio medžiagas kartu;
b. Išdėliokite to paties modelio formas kartu;
c. Panašios formos formos yra išdėstytos kartu.
Tai gali sumažinti pelėsių keitimo laiką ir dažnumą.
2) Siaurų ir mažų dalių išdėstymas stačiu kampu
Kai lenkimo dalis siaura ir ilga, ją surasti nėra lengva. Apdorojimo metu dažnai atsitinka taip, kad po sprendimo padėtis ir sulenkta dalis yra lengvai pakreipta. Todėl, naudojant 4 paveiksle naudojamą metodą, forma priklijuojama prie apatinės formos, kad būtų užtikrintas stačiu kampu. Taip lenkiant detalę nėra lengva pakreipti.

3) Trikampių dalių lenkimas
Kai lenkimo dalys yra sulenktos, aštrių kampų dalis nėra lengva priartėti prie galinės taisyklės. Paprastai, kai mažiausias matmuo L ≤10 mm iš karto galinė taisyklė, reikia atsižvelgti į padėties nustatymo įtaisą. Realiame darbe į dizainą ir procesą lengva nepaisyti, todėl dažnai kyla tokių problemų. Apdorojant pagal detalės dydį nustatoma, kad vienas gabalas būtų sulygiuotas su lenkimo štampu, o dvigubas - su pagrindu.
4) Įdėkite ploną plokštę R
Dėl skirtingų klientų poreikių skiriasi ir reikalinga R reikšmė lenkimo briaunoje. Apdorojant dalis, kurioms nereikia didelio matmenų tikslumo, naudokite atraminę plokštę, kad padidintumėte R reikšmę, kad po lenkimo būtų galima gauti reikiamą R reikšmę. Pagal projektavimo reikalavimus R reiškia santykį tarp V ir vidinio R, kad būtų galima pasirinkti plokštės storį ir sulankstyti ją taip, kaip parodyta 5 paveiksle. Kai naudojate, naudokite spaustuką, kad pritvirtintumėte viršutinę formą. Šis metodas yra paprastas naudoti ir gali būti naudojamas keliais sluoksniais.

5) Viena dalis ir keli pelėsių nustatymai
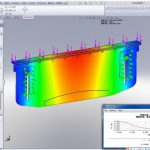
Zhongrui kaip demonstraciją panaudojo DA66T CNC lenkimo mašiną su 2 hidrauliniais cilindrais. Išbandyta 6 pav. parodyta kelių formų sąranka, tai yra, to paties modelio viršutinė ir apatinė formos montuojamos dalimis vienu metu, o tai gali užbaigti kelių visos dalies lenkimų apdirbimą, sumažinant formos montavimo laiką. ir pakartotinis dalių tvarkymas. Šiuo metu prekyboje pasirodė vienodo aukščio lenkiamas viršutinis štampas. Viršutinės formos aukštis yra vienodas, o ant to paties stalo taip pat galima naudoti įvairių formų formas. Tokiu būdu galima atlikti segmentinį skirtingų formų lankstymą.

6) Tipinių dalių programos įrašai
Apdorojus tipines dalis, apdirbimo parametrai turėtų būti užregistruoti laiku, o programa turi būti saugoma lenkimo staklės saugykloje su dalies brėžinio numeriu, kad ateityje ją būtų galima naudoti pakartotinai, labai sumažinant seriją. preparatų prieš lenkimą. Taip pat galite sudaryti lentelę, kurioje yra konkretūs detalės pavadinimo, brėžinio numerio, grafikos, medžiagos ir lenkimo parametrų nustatymai. Stalas yra padalintas į plieno plokštes, aliuminio plokštes ir nerūdijančio plieno plokštes. Kiekvienas tipas išsiskiria medžiagos storiu. Sumažės laikas, kurio reikia tipinėms dalims surasti. Jei derinama su proceso kortele, tai yra labai išsami apdorojimo instrukcija. Netgi nauji darbuotojai, turintys mažai patirties, gali sekti raginimus apdoroti dalis.
7) Formos ilgio nepakanka sulenkti dalimis
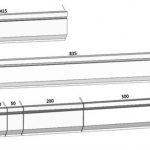
Apdorojant vietoje, dažnai pasitaiko, kad formos ilgis yra mažesnis nei lenkimo briauna. Kadangi daugelis specialių formų nustatomos pagal fiksuotų gaminių naudojimą, segmentinio lenkimo metodas taikomas, kai formos ilgis yra mažesnis už lenkimo kraštą. Ten, kur formos ilgis yra arti lenkimo krašto, nuplėškite kraštą statmenai lenkimo briaunai, o tada sulenkite lenkimo kraštą iki reikiamo dydžio dalimis. 7a paveiksle yra kairioji išlenktos dalies pusė, o 7b paveiksle yra dešinė išlenktos dalies pusė.

8) Užpakalinio matuoklio smeigės naudojimas
Kai sulenktos dalies dydis yra didelis ir jai nustatyti naudojamas užpakalinis matuoklis, dalys dažnai skęsta dėl savo svorio, rankinė dalis yra trumpa, o operatoriui nėra lengva laikyti ruošinį. Siekiant užtikrinti dalių lygį, prie galinės taisyklės turi būti įrengtas operatorius, kuris ranka laikytų lygias dalis. Todėl, apdorojant tokias dalis, turi būti išdėstyti 2 operatoriai. Darbe nustatyta, kad galinis matuoklis gali būti nuleistas iki tam tikro dydžio, o padėties nustatymui naudojamos galinio matuoklio smeigės, o dalys dedamos horizontaliai ant galinio matuoklio. Tai ne tik sumažina operatorių skaičių, bet ir efektyviai garantuoja apdirbimo tikslumą.
9) Gilus uždaros formos lenkimas
Faktinio apdorojimo metu galima lanksčiai naudoti giliai uždaros formos lenkimo apdorojimą. Jei nėra uždaro tipo gilaus lenkimo štampo, lenkiant dalis, kaip parodyta 7 paveiksle, taikoma 8 pav. parodyta suspaudimo būsena. Atskirkite perėjimo lentą, atstumas yra šiek tiek didesnis nei detalės plotis, o dydis paskirstytas pagrįstai, o vienu metu galima sulenkti dvi dalis.

Aukščiau pateikti apdorojimo metodai ir metodai gali išspręsti daugelio panašių gaminių dalių apdorojimo problemas ir yra labai tinkami gaminant kelių rūšių, mažų partijų ir trumpų gamybos ciklų gaminius. Taikant šiuos metodus galima ne tik sutaupyti įrankių sąnaudas, bet ir sutrumpinti gamybos ir perdirbimo ciklą, sumažinti gamybos sąnaudas ir pagerinti gaminio kokybę. Šie apdorojimo metodai ir naudojimo įgūdžiai taip pat gali būti taikomi ir skatinami panašių konstrukcijų CNC presuojančių stabdžių lenkimo staklėse.
Susiję produktai
 Kaip pasirinkti hidraulinio presavimo stabdžių mašinos toną
Kaip pasirinkti hidraulinio presavimo stabdžių mašinos toną- WILA efektyvus vidutinių ir storų plokščių lenkimo sprendimas
- Kaip pasirinkti tinkamą preso stabdžių lenkimo mašinos štampą
- Įprasta lenkimo seka ir lenkimo staklių formos kasdienio naudojimo specifikacijos
- Kodėl verta pridėti kompensavimo sistemą prie stabdžių lenkimo mašinos
- CNC presavimo stabdžių lenkimo mašinos veikimo principas ir sudėtis
- Kinijos preso stabdžių lenkimo mašinos forma
- Kaip apskaičiuoti stabdžių spaudimo lenkimą
- Kas yra „Press Brake“ vainikavimas
- 2021 m. galutinis metalinių stabdžių mašinos vadovas