1. Lenkimo proceso supratimas: paprasti faktai

Lenkimo pašalpa = kampas * (T/ 180)* (spindulys + K koeficientas *storis) Lenkimo kompensacija = lenkimo prielaida (2 * Atgal)
Vidinė nugarėlė = įdegis (kampas / 2) *Spindulys Išorinė nugarėlė = įdegis (kampas / 2)* (Spindulys + storis)

1) Išlenktoje dalyje gautas spindulys turi įtakos ilgiui, iki kurio turime tą dalį nupjauti (prieš lenkimą).
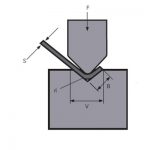
2) Lenkimo spindulys 99% priklauso nuo V angos, kurią pasirenkame dirbti.
Prieš projektuodami detalę ir būtinai prieš pradėdami pjauti ruošinius, PRIVALOME TIKSLIAI žinoti, kokią V angą panaudosime lenkdami detalę ant preso stabdžio.

2. Kaip spindulys veikia ruošinius
didesnis spindulys „stums“ mūsų dalies kojeles į išorę ir susidarys įspūdis, kad ruošinys buvo nupjautas „per ilgai“.
mažesniam spinduliui reikės ruošinio, kurį reikia pjauti „šiek tiek ilgiau“, nei tuo atveju, jei spindulys būtų didesnis.

3. Lenkimo pašalpa

Aukščiau pateiktos figūros išlankstyti ruošiniai būtų apskaičiuojami taip:
B = 150 + 100 + 60 + BA1 + BA2
Kaip apskaičiuoti BA1 ir BA2:
Lenkimo pašalpos apskaičiavimas
Dalis, kurią turime sumažinti iš abiejų kojų, kai jos sutampa, tapdamos plokščios, yra tai, ką paprastai vadiname „lenkimo lengvata“ (arba BA lygtyje).

Lenkimo pašalpos formulė
BA formulė lenkimams iki 90°

BA formulė posūkiams nuo 91° iki 165°

iR = vidinis spindulys
S = storis
Β = kampas
Π = 3,14159265….
K = K koeficientas
K faktorius
Lenkiant ant presavimo stabdžio vidinė skardos dalis suspaudžiama, o išorinė dalis ištiesiama.
Tai reiškia, kad yra lakšto dalis, kurioje pluoštai nėra nei suspausti, nei išplėsti. Šią dalį vadiname „neutralia ašimi“.

Atstumas nuo lenkimo vidinės pusės iki neutralios ašies yra tai, ką mes vadiname K koeficientu.
Ši vertė pateikiama kartu su perkama medžiaga ir jos pakeisti negalima.
Ši vertė išreiškiama trupmenomis. Kuo mažesnis K koeficientas, tuo neutrali ašis bus arčiau vidinio lapo spindulio.

K faktorius = tikslus derinimas
K faktorius turi įtakos mūsų išlankstytam ruošiniui. Ne tiek, kiek detalės spindulys, bet galime manyti, kad tai tikslūs ruošinių derinimo skaičiavimai.
kuo mažesnis K koeficientas, tuo labiau medžiaga išplečiama ir todėl „išstumiama“... o tai reiškia, kad mūsų koja taps „didesnė“.
K faktoriaus įvertinimas
Didžiąją laiko dalį galime įvertinti ir koreguoti K koeficientą, kai tiksliai nustatome tuščius skaičiavimus.
tereikia atlikti keletą bandymų (ant pasirinktos V angos) ir išmatuoti detalės spindulį.
Jei reikia nustatyti tikslesnį K koeficientą, toliau pateikiami skaičiavimai, skirti tiksliai K faktoriui nustatyti jūsų lenkimui.

K faktorius: formulė

Pavyzdžio sprendimas:
B = 150 + 100 + 60 +BA1 + BA2
K faktoriaus įvertinimas
B1: R/S=2 => K=0,8
B2: R/S=1,5 => K=0,8
Abu posūkiai yra 90° arba mažesni:

tai reiškia:
B1 = 3,14 x 0,66 x (6 + ((4 × 0,8)/2) – 2 x 10
B1 = -4,25
B2 = 3,14 x 0,5 x (8 + ((4 × 0,8)/2) – 2 x 12
B2 = -8,93
todėl:
B = 150 + 100 + 60 + (-4,25) + (-8,93)
B = 296,8 mm
Susiję produktai
 Iš ko gaminami preso stabdžių štampai? Kas yra preso stabdžių įrankis?
Iš ko gaminami preso stabdžių štampai? Kas yra preso stabdžių įrankis?- Kas yra „Press Brake“ vainikavimas
- Kaip pasirinkti hidraulinio presavimo stabdžių mašinos toną
- Kantono mugė
- WILA efektyvus vidutinių ir storų plokščių lenkimo sprendimas
- Kaip pasirinkti tinkamą preso stabdžių lenkimo mašinos štampą
- Įprasta lenkimo seka ir lenkimo staklių formos kasdienio naudojimo specifikacijos
- Kodėl verta pridėti kompensavimo sistemą prie stabdžių lenkimo mašinos
- Naudokite CNC lenkimo staklių įgūdžius
- Lenkimo jėgos apskaičiavimas laisvai lenkiant lakštinio metalo lenkimo stakles